Видео:Раздел II Урок №5. Проведение контроля.Скачать

Ручной ультразвуковой контроль (УЗК) сварных соединений сосудов и трубопроводов из сталей перлитных классов и мартенситно-ферритных классов
Дата публикации: 24.09.2015
Аннотация: Данная статья посвящена вопросу области применения ручного ультразвукового контроля (УЗК) сварных соединений сосудов и трубопроводов из сталей перлитных классов и мартенситно-ферритных классов, кроме литых деталей.
Ключевые слова: ультразвуковой контроль, неразрушающий контроль, эхо-метод, электронное сканирование, линейное сканирование, секторное сканирование.
Ручной ультразвуковой контроль (УЗК) сварных соединений, рассмотренный в настоящей статье, может использоваться при диагностике сосудов и трубопроводов из сталей перлитных классов и мартенситно-ферритных классов, кроме литых деталей.
УЗК контроль обеспечивает обнаружение и оценку допустимости несплошностей с эквивалентной площадью, предусмотренной нормами, регламентированными Ростехнадзором.
Описанная в данной статье методика контроля может быть применена при выполнении ультразвукового контроля оборудования основного металла и сварных соединений технических устройств, применяемых на опасном производственном объекте.
В сварных соединениях контролю и одинаковой оценке качества подлежит металл сварного шва и околошовной зоны. Ширина контролируемой околошовной зоны основного металла определяется в соответствии с требованиями Таблицы 1.
Таблица 1 – Размер околошовной зоны основного металла, оцениваемой по нормам для сварных соединений
| Вид сварки | Тип соединения | Номинальная толщина сваренных элементов Н, мм | Ширина контролируемой околошовной зоны В, не менее, мм |
|---|---|---|---|
| Дуговая и ЭЛС | Стыковое | до 5 вкл. | 5 |
| св. 5 до 20 вкл. | номинальная толщина | ||
| св.20 | 20 | ||
| ЭШС | Стыковое | независимо | 50 |
| Независимо | Угловое | основной элемент | 3 |
| притыкаемый элемент | как для дуговой сварки, так и для ЭЛС |
Ширина контролируемых участков околошовной зоны определяется от граничной поверхности его разделки, указанной в конструкторской документации.
В сварных соединениях деталей различной толщины ширина указанной зоны определяется отдельно для каждой из сваренных деталей.
Ультразвуковой контроль проводят после исправления дефектов, обнаруженных при визуальном и измерительном контроле, при температурах окружающего воздуха и поверхности изделия в месте проведения контроля от + 5 до + 40 °C. Поверхности сварных соединений, включая зоны термического влияния и зоны перемещения ПЭП, должны быть очищены от сварочного грата, пыли, грязи, окалины, ржавчины. С них должны быть удалены забоины, отслаивающаяся окалина по всей длине контролируемого участка. При подготовке поверхности сканирования, ее шероховатость должна быть не хуже Rz=40 мкм.
Ширина подготовленной под контроль зоны должна быть не менее:
Htgб + A + B — при контроле совмещенным ПЭП прямым лучом;
2Htgб + A + B — при контроле однажды отраженным лучом и по схеме «тандем»;
Н + A + B — при контроле PC ПЭП хордового типа, где А — длина контактной поверхности ПЭП (ширина для PC ПЭП).
Проведение контроля предусматривает использование следующего оборудования, материалов и инструментов:
- импульсные ультразвуковые дефектоскопы с комплектами преобразователей и соединительными высокочастотными кабелями;
- СО, ОСО, СОП, вспомогательные устройства, включая средства определения шероховатости поверхности (образцы шероховатости, профилометры);
- АРД и SKH-диаграммы, номограммы;
- вспомогательные приспособления, материалы и инструменты.
При контроле используются дефектоскопы с диапазоном регулировки измерительного аттенюатора не менее 60 дБ и шагом ступени не более 2 дБ (динамический диапазон экрана дефектоскопа — не менее 20 дБ). Скорость распространения ультразвука в материалах должна составлять 2500-6500 м/с для продольных волн и 1200-3300 м/с для поперечных. Диапазон прозвучивания по стали при работе с прямым совмещённым ПЭП в эхо-импульсном режиме — не менее 3000 мм, а при работе наклонным ПЭП — не менее 200 мм (по лучу). Диапазон измерений глубин залегания дефектов по глубиномерному устройству в эхо-импульсном режиме не менее 1000 мм по стали при работе прямым ПЭП, и не менее 100 мм по обеим координатам при работе с наклонным ПЭП.
Выбор наклонных совмещенных преобразователей и прямых преобразователей проводится с учетом толщины контролируемого сварного соединения по Таблицам 2 и 3.
Таблица 2 – Выбор наклонных совмещенных преобразователей
| Номинальная толщина сваренных элементов, мм | Частота, МГц | Угол ввода, град, при контроле лучом | |
|---|---|---|---|
| прямым | отраженным | ||
| от 2 до 8 вкл. | 4,0 — 10 | 70 — 75 | 70 — 75 |
| св. 8 до 12 вкл. | 2,5 — 5,0 | 65 — 70 | 65 — 70 |
| св. 12 до 20 вкл. | 2,5 — 5,0 | 65 — 70 | 60 — 70 |
| св. 20 до 40 вкл. | 1,8 — 4,0 | 60 — 65 | 45 — 65 |
| св. 40 до 70 вкл. | 1,25 — 2,5 | 50 — 65 | 40 — 50 |
| св. 70 до 125 вкл. | 1,25 — 2,0 | 45 — 65 | Контроль не проводится |
Таблица 3 — Выбор прямых преобразователей
| Номинальная толщина сваренных элементов, мм | Тип ПЭП | Частота, МГц |
|---|---|---|
| до 20 вкл. | PC или совмещенный | 4 — 6 |
| св. 20 до 40 вкл. | PC или совмещенный | 2,5 — 5,0 |
| св. 40 до 60 вкл. | PC или совмещенный | 1,8 — 5,0 |
| св.60 | совмещенный | 1,25 — 2,5 |
Процедура ультразвукового контроля включает следующие операции:
- настройка скорости развертки и глубиномера дефектоскопа;
- установка поискового, контрольного и браковочного уровня чувствительности, параметров ВРЧ (при необходимости);
- сканирование;
- при появлении эхо-сигнала от возможной несплошности: определение его максимума и идентификация несплошности (выделение полезного сигнала на фоне ложных сигналов);
- определение предельных значений характеристик несплошностей и сравнение их с нормативными;
- измерение и регистрация характеристик несплошности, если ее эквивалентная площадь равна или превышает контрольный уровень;
- оформление документации по результатам контроля.
Результаты контроля оцениваются с точки зрения соответствия измеренных характеристик максимально допустимым значениям, установленным в нормативных документах. По тем же нормам оценивают качество околошовной зоны, размеры которой указаны в таблице 1.
Нормативы качества по результатам УЗК определяются по действующей на момент проведения контроля руководящей нормативно-технической документацией (РД, ПКД, ТУ, ПК). Если специальные нормативы для конкретного контролируемого сварного узла отсутствуют, допускается руководствоваться нормами, приведенными в Таблице 4.
Таблица 4 — Максимально допустимые значения характеристик несплошностей, выявляемых при контроле
| Номинальная толщина сварного соединения, мм | Эквивалентная площадь одиночных несплошностей, мм2 | Число фиксируемых одиночных несплошностей на любых 100 мм длины сварного соединения | Протяженность несплошностей | |
|---|---|---|---|---|
| Суммарная в корне шва | Одиночных в сечении шва | |||
| от 2 до 3 | 0,6 | 6 | 20 % внутреннего периметра сварного соединения | Условная протяженность компактной (точечной) несплошности |
| от 3 до 4 | 0,9 | 6 | ||
| от 4 до 5 | 1,2 | 7 | ||
| от 5 до 6 | 1,2 | 7 | ||
| от 6 до 9 | 1,8 | 7 | ||
| от 9 до 10 | 2,5 | 7 | ||
| от 10 до 12 | 2,5 | 8 | ||
| от 12 до 18 | 3,5 | 8 | ||
| от 18 до 26 | 5,0 | 8 | ||
| от 26 до 40 | 7,0 | 9 | ||
| от 40 до 60 | 10,0 | 10 | ||
| от 60 до 80 | 15,0 | 11 | ||
| от 80 до 120 | 20,0 | 11 | ||
Качество сварных соединений оценивается по двухбалльной системе:
- балл 1 – неудовлетворительное качество: сварные соединения с несплошностями, измеренные характеристики или количество которых превышают максимально допустимые значения по действующим нормам;
- балл 2 – удовлетворительное качество: сварные соединения с несплошностями, измеренные характеристики или количество которых не превышают установленных норм. При этом сварные соединения считают ограниченно годными (балл 2а), если в них обнаружены несплошности с Ак 15.02.2022
15.02.2022 — 17.02.2022
Автоматизация 2022
Видео:Функциональные особенности Дефектоскоп общего назначенияСкачать

Методические указания. Расчет эквивалентной площади и эквивалентных размеров отражателей в ультразвуковом контроле изделий.
- Жанна Красинская 5 лет назад Просмотров:
1 ИЦ Физприбор Методические указания Расчет эквивалентной площади и эквивалентных размеров отражателей в ультразвуковом контроле изделий Разработчик: Специалист 3 уровня по акустическим методам НК, кф-мн Бархатов ВА Екатеринбург 9 г
2 ОГЛАВЛЕНИЕ Введение Теоретические основы 3 Методики расчета эквивалентной площади и размеров отражателей, коррекция чувствительности ультразвукового дефектоскопа7 3 Определение эквивалентной площади донной поверхности Прозвучивание прямым преобразователем 7 3 Определение эквивалентной площади бокового цилиндрического отверстия9 33 Определение эквивалентной площади и эквивалентного диаметра сферического отражателя 34 Определение эквивалентной площади углового отражателя Коррекция чувствительности ультразвукового дефектоскопа Список литературы Список сокращений НК неразрушающий контроль, УЗД ультразвуковой дефектоскоп, ПЭП пьезоэлектрический преобразователь, СОП стандартный образец предприятия Введение Настоящий документ устанавливает методики определения эквивалентной площади, эквивалентного размера отражателей и методики расчета соотношения амплитуд эхосигналов в различных вариантах прозвучивания отражателей Теоретические основы В данном разделе приводятся сведения из теории, необходимые для понимания способов расчета размеров отражателей, создающих нужные уровни амплитуды эхосигналов Стабильная, хорошо воспроизводимая связь амплитуды эхосигнала с расстоянием до дефекта наблюдается при его прозвучивании в дальней зоне ультразвукового поля преобразователя Сразу необходимо отметить, что все соотношения данной методики можно применять только в случае, когда выполняется это условие Законы изменения амплитуд эхосигналов от расстояния до отражателя в различных вариантах прозвучивания представлены в Табл Табл Теоретические зависимости амплитуды эхосигнала от расстояния до отражателя Преобразователь Отражатель Формула, тип кривой Примеры ПЭП объемных волн Компактный Exp ( δ Δ) Тип кривой Прозвучивание прямым или наклонным ПЭП, Отражатель небольшого размера сфера, пора, шлаковое включение, плоскодонное отверстие, зарубка
3 ПЭП поверхностных волн (волн Рэлея) или в частном случае ПЭП волн в тонких пластинах (волны Лэмба) ПЭП волн в прутках или в проволоке Протяженный Бесконечный Компактный Протяженный Нет деления на типы отражателей Exp ( δ Δ) Тип кривой Exp 3 / ( δ Δ) Тип кривой Exp 3 / ( δ Δ) Тип кривой Exp / ( δ Δ) Тип кривой / Exp( δ Δ) Прозвучивание прямым или наклонным ПЭП, Длинный отражатель небольшого поперечного размера боковое цилиндрическое отверстие, паз, непровар Прозвучивание прямым ПЭП, отражатель донная поверхность Прозвучивание наклонным ПЭП, отражатель угол образца ПЭП волн Рэлея, отражатель небольшого размера на поверхности трещина, капля масла, вертикальное отверстие ПЭП волн Лэмба, отражатель небольшого размера на поверхности или в сечении пластины трещина, капля масла, вертикальное отверстие, пора ПЭП волн Рэлея, отражатель на поверхности пересекает весь ультразвуковой пучок торец изделия, длинная трещина, паз ПЭП волн Лэмба, отражатель на поверхности или в сечении пластины пересекает весь ультразвуковой пучок торец изделия, длинная трещина, паз, волосовина Любая акустическая неоднородность на поверхности или в сечении изделия Тип кривой Формулы Табл в качестве аргументов содержат следующие величины:, амплитуды эхосигналов от одинаковых отражателей, расположенных на расстоянии от преобразователя, соответственно, Δ разность расстояний до отражателей, δ — коэффициент затухания, учитывающий поглощение и рассеяние волн в материале Известны также более подробные выражения для амплитуд эхосигналов, которые имеют общее название формулы акустического тракта [-3] Они представлены в Табл Формулы акустического тракта получены путем решения задачи интерференции волн при их излучении и отражении от несплошностей различной формы 3
4 Табл Формулы акустического тракта Тип отражателя Эскиз, схема прозвучивания Формула акустического тракта Плоскодонный (диск) Exp d ( δ) T λ Сферический D Exp D ( δ) T λ Цилиндрический b Exp δ ( ) (боковое сверление) T 3 λ b Бесконечный (донная поверхность) Exp ( δ) T λ 4
5 В выражениях Табл приняты следующие обозначения: T — площадь ультразвукового преобразователя, — расстояние между преобразователем и отражателем, δ — коэффициент затухания, учитывающий поглощение и рассеяние волн в материале, λ — длина волны, — амплитуда колебаний акустического зондирующего импульса на поверхности преобразователя (в момент излучения), — амплитуда колебаний волн, отраженных от несплошности, и пришедших на поверхность преобразователя (в момент приема эхосигнала) Есть несколько ограничений в применении формул акустического тракта Формулы Табл можно использовать только для сравнения амплитуд сигналов, поскольку величина (амплитуда колебаний зондирующего импульса) не может быть проконтролирована в УЗД Сравнение должно проводится при условии, что используется один и тот же ПЭП, тогда величина одинакова и ее можно исключить В формулах акустического тракта не учитывается явление дифракции волн при излучении, отражении и приеме Это обстоятельство ограничивает минимальные размеры преобразователя и отражателя Они должны быть больше λ 3 Формулы применимы, если прозвучивание отражателей проводится в дальней зоне ультразвукового поля преобразователя Выражения в Табл являются асимптотическими аппроксимациями, те они получены из условия, что расстояние между ПЭП и отражателем бесконечно большое по сравнению с длиной волны, размером преобразователя и характерным размером отражателя Тем не менее, расчеты по формулам акустического тракта обладают достаточной для практики точностью Рассмотрим некоторые особенности определения расстояние между преобразователем и отражателем, Рис Отсчет расстояния производится от отражающей поверхности дефекта (точка F) до точки мнимого фокуса ультразвукового поля ПЭП (точка ) В случае, если используется наклонный преобразователь расстояние складывается из двух величин: — расстояние от поверхности дефекта до точки ввода ПЭП (F-V) и — расстояние от точки ввода до точки мнимого фокуса (V-) Рис Определение расстояния между отражателем и ультразвуковым наклонным преобразователем 5
6 + Расстояние между преобразователем и отражателем можно также определить с помощью дефектоскопа Для этого необходимо измерить задержку эхосигнала относительно зондирующего импульса T, а затем вычислить расстояние по формуле C T, где: С скорость ультразвуковых волн в материале изделия Данные замечания справедливы и для прямого совмещенного преобразователя В ультразвуковом контроле широко используется понятие эквивалентной площади дефекта, которое представляет собой меру выявляемости или разбраковки несплошностей Дадим определение Эквивалентная площадь дефекта (отражателя) это площадь плоскодонного отражателя, расположенного на той же глубине, что и дефект, ориентированного перпендикулярно падающему ультразвуковому пучку и создающего такой же по амплитуде эхосигнал Другими словами дефект (отражатель) заменяется плоскодонным отражателем, а эхосигнал на экране дефектоскоп остается одинаковым По данным, получаемым от УЗД, такие отражатели эквивалентны (неразличимы) Также часто используется понятие эквивалентного размера дефекта (отражателя) Это характерный размер дефекта, который имеет определенную эквивалентную площадь Эквивалентная площадь или эквивалентный размер есть универсальные характеристики описания отражателей По значению эквивалентной площади можно определить размеры отражателей, создающих тот или иной уровень амплитуды эхосигнала Кроме того, если указать амплитудный браковочный уровень в виде эквивалентной площади, то в стандартных образцах предприятия допускается использование любых типов контрольных отражателей, главное, чтобы они имели нужную эквивалентную площадь Решение таких типичных задач представлено в настоящей инструкции В области ультразвукового контроля сварных соединений широкое распространение получил угловой отражатель или зарубка, Рис Эхосигнал от него формируется дважды отраженными лучами, в создании эхосигнала участвует вертикальная стенка зарубки и часть прилегающей донной поверхности Угловой отражатель имеет специфические особенности Он является компактным, амплитуда эхосигнала от него меняется с расстоянием по закону Кроме того, амплитуда эхосигнала от зарубки пропорциональна площади вертикальной стенки b*h Рис Угловой отражатель (зарубка) Схема прозвучивания 6
7 В ГОСТ сформулированы следующие требования к угловому отражателю Высота h и ширина b отражателя должны быть больше длины волны и отношение размеров h/b должно находится в пределах,5 4, Эквивалентная площадь углового отражателя вычисляется по формуле N ( h b) N () Где ( h b) — площадь вертикальной стенки зарубки, h — высота, b — ширина зарубки, N — коэффициент, зависящий от угла прозвучивания График изменения коэффициента N от угла ввода ультразвукового преобразователя показан на Рис3 Минимум эквивалентной площади зарубки (коэффициента N) при углах прозвучивания около 65 связан с тем, что в данных условиях на вертикальной стенке зарубки происходит интенсивная трансформация поперечных волн в продольные Рис3 Зависимость коэффициента N от угла ввода ультразвукового наклонного преобразователя 3 Методики расчета эквивалентной площади и размеров отражателей, коррекция чувствительности ультразвукового дефектоскопа В ультразвуковом неразрушающем контроле существует целый ряд задач сопоставления норм браковки, размеров отражателей, дефектов, в которых необходимо выполнять расчеты эквивалентной площади, эквивалентных размеров или определять отношение амплитуд эхосигналов Решение таких типичных задач представлено ниже 3 Определение эквивалентной площади донной поверхности Прозвучивание прямым преобразователем Задача ставится следующим образом Изделие толщиной прозвучивается прямым преобразователем, тип П На развертке ультразвукового дефектоскопа формируется донный эхосигнал Необходимо определить, какова эквивалентная площадь донной поверхности 7
8 Воспользуемся формулами акустического тракта для отражателя в виде диска и бесконечного отражателя (см Табл ) Согласно определению эквивалентной площади амплитуда донного эхосигнала равна амплитуде эхосигнала от диска, расположенного на той же глубине Следовательно, правые части уравнений равны, а также равны и левые части этих уравнений Откуда получим Exp λ d ( δ) Exp( δ) λ T T Теперь, после небольших сокращений, запишем простую формулу Здесь, вместо величины ЭКВ Д d ЭКВ Д λ (3), введено обозначение эквивалентной площади донной поверхности Видно, что эквивалентная площадь донной поверхности увеличивается с толщиной изделия Это связано с различием зависимостей амплитуды эхосигнала от расстояния Плоскодонный отражатель является компактным, закон уменьшения амплитуды, а донная поверхность бесконечный отражатель, изменение амплитуды происходит по закону Величину нужно понимать как максимальную площадь диска, выявляемого на ЭКВ Д заданной глубине Действительно, если диск имеет площадь больше ЭКВ Д, то амплитуда эхосигнала уже не возрастает, эхосигнал формируется только от части его поверхности Рассмотрим пример Пусть используется ультразвуковой преобразователь П-5,-К8 для исследования стального листа толщиной 4мм Скорость продольных волн в стали C594м/c Длина волны в материале C L 594, 9 мм 6 F 5* λ Эквивалентная площадь донной поверхности составляет ЭКВ Д λ,5*,9* 4 3, 8 Далее несколько усложним задачу Предположим нужно установить браковочный уровень чувствительности соответствующий эквивалентной площади в середине толщины листа, те на глубине мм При этом в качестве опорного уровня амплитуды используем амплитуду донного эхосигнала мм ЭКВ Д, 8 3 мм БР 5мм Известно, что амплитуда эхосигнала от плоскодонного отражателя пропорциональна его площади, а от расстояния амплитуда меняется по закону Задачу решим в два этапа Определим на сколько децибел отличается амплитуда донного эхосигнала и амплитуда эхосигнала БР4 полученного от диска площадью БР 4 5мм, расположенного на глубине донной поверхности 4мм Очевидно, отношение амплитуд равно отношению эквивалентных площадей отражателей БР4 Д 4 БР4 ЭКВ, Д Выразим это соотношение в децибелах Д 4 БР 5 Log 4 Log 3, 5дБ Д 4 3,8 8
9 Знак минус показывает, что амплитуда эхосигнала браковочного уровня на глубине 4мм БР4 Д 4 меньше донного эхосигнала на 3,5дБ Найдем изменение амплитуды браковочного уровня при переходе с глубины 4мм на глубину мм Будем пренебрегать затуханием волн в материале и используем закон уменьшения амплитуды с расстоянием 4 БР БР4 Выразим это соотношение в децибелах Log БР4 4, тогда получим Log( 4), дб БР + В итоге общее изменение амплитуды от донного эхосигнала (глубина 4мм) браковочного уровня на глубине мм составляет Log Log + Log БР БР4 БР 3,5 +,, 5 Д 4 Д 4 Представленный способ расчета позволяет создать методику «безэталонной» настройки чувствительности ультразвукового дефектоскопа В изделии находят бездефектную область, в которой максимальна амплитуда донного эхосигнала Фиксируют этот уровень амплитуды и, затем, корректируют чувствительность УЗД чтобы установить браковочный уровень для нужной глубины залегания дефекта БР4 дб до 3 Определение эквивалентной площади бокового цилиндрического отверстия Воспользуемся формулами акустического тракта для плоскодонного и цилиндрического отражателей (см Табл ) Согласно определению эквивалентной площади амплитуда эхосигнала от цилиндра должна быть равна амплитуде эхосигнала от диска, расположенного на той же глубине Следовательно, выражения для амплитуд равны между собой Откуда получим d ( δ) T Exp( δ) T 3 Exp λ λ Теперь, после небольших сокращений, запишем конечную формулу ЭКВ Ц λ b b (3) Здесь, вместо величины, введено обозначение эквивалентной площади d цилиндрического отверстия Отметим, что эквивалентная площадь увеличивается ЭКВ Ц ЭКВ Ц с глубиной залегания по закону Это связано с различием в зависимостях уменьшения амплитуды от расстояния плоскодонное отверстие является компактным отражателем, закон, а боковое цилиндрическое отверстие протяженный отражатель, закон 3 / В качестве примера найдем эквивалентную площадь бокового цилиндрического отверстия 6 мм в образце СО- Пусть используется наклонный преобразователь П-, Образец СО- прозвучивается со стороны основной шкалы (глубина залегания отверстия 44мм) Вначале найдем расстояние между отверстием 6 и преобразователем (см П, Рис) Был проведен эксперимент С помощью дефектоскопа найдено время задержки эхосигнала от 9
10 бокового цилиндрического отверстия T 54, мкс Скорость поперечных волн в стали C T 36м/c Вычисляем расстояние C T 36 54, 6 88,3 T мм Далее найдем длину волны C 36 λ T,3 6,5 мм F Эквивалентную площадь вычисляем по формуле (3), радиус цилиндра b3мм, λ,3 ЭКВ Ц b 88,3 3,58мм 33 Определение эквивалентной площади и эквивалентного диаметра сферического отражателя Также, как и предыдущих случаях, амплитуда эхосигнала от плоскодонного отражателя равна амплитуде эхосигнала от сферы, запишем Exp λ Сократив повторяющиеся величины, получим D λ d ( δ) T Exp( δ) T d D ЭКВ СФ λ Видно, что эквивалентный диаметр сферического отражателя не зависит от глубины его залегания, так как диск и сфера являются компактными отражателями, они имеют одинаковую зависимость амплитуды эхосигнала от расстояния Полученную формулу легко преобразовать для вычисления эквивалентной площади сферического отражателя D λ ЭКВ СФ Рассмотрим пример В методике ультразвукового контроля теплоэнергетического оборудования РД (ОП 5 ЦД — 97) нормы браковки по амплитуде эхосигналов выражены в виде эквивалентной площади дефекта В частности при контроле сварных швов толщиной 6-4мм указана предельная эквивалентная площадь 7мм Выясним, какой размер пор (сферических пустот) соответствует данному уровню браковки Прозвучивание таких швов как правило выполняется наклонным преобразователем с частотой,5 МГц и углом ввода 5 или 65 На глубине 6мм и более провучивание металла осуществляется в дальней зоне ультразвукового поля ПЭП, поэтому можно воспользоваться соотношениями, полученными из формул акустического тракта Вначале определим длину поперечных волн, излучаемых данным преобразователем (скорость звука в стали 36 м/c) λ Теперь нетрудно найти диаметр поры D C T 36, 3 мм 6 F,5 d 7 λ,3 ЭКВ СФ 5, 4 мм (33)
11 34 Определение эквивалентной площади углового отражателя Коррекция чувствительности ультразвукового дефектоскопа Эквивалентную площадь углового отражателя определяют по формуле () Запишем ее еще раз N h b (34) N ( ) Рассмотрим задачу определения размеров зарубки, которая реализует необходимую эквивалентную площадь Данная проблема возникает при изготовлении стандартных образцов предприятия Предположим нужно сделать СОП для контроля стыковых сварных швов толщиной 6мм по инструкции СТО Газпром [5] Согласно этому документу контроль выполняется наклонным преобразователем П-,5-65, максимально допустимая эквивалентная площадь несплошностей,5мм (уровень качества «B» и «С») По графику на Рис3 определяем, что для угла ввода ПЭП 65 коэффициент N,5 Теперь, из выражения (34) находим площадь вертикальной стенки зарубки N,5 h b 5мм N,5 Далее, учитываем ограничения на соотношение размеров зарубки h/b,5-4, и выбираем h,мм, b,5мм В заключение нужно проверить, что размеры зарубки больше длины волны Скорость поперечных волн в стали составляет C T 36м / c, частота преобразователя F, 5МГц λ С T 36, 3 мм 6 F,5 Иногда возникает проблема замены стандартных образцов с зарубками Например, нужно выполнить контроль сварного шва толщиной мм в грузоподъемном механизме по инструкции РД РОСЭК -96 [6] В лаборатории НК нет образца по данный инструкции, зато есть СОП толщиной мм с зарубками,*,5 мм, предназначенный для контроля других объектов Инструкция РД РОСЭК -96 предписывает проводить настройку браковочного уровня УЗД по эхосигналам от зарубок,5*, мм Воспользуемся свойством углового отражателя, что амплитуда эхосигнала от него пропорциональна площади вертикальной стенки Найдем отношение амплитуд эхосигналов от зарубок,5*, мм и,*,5 мм,5*,,5*,,67,*,5,*,5 Выразим это отношение в децибелах,5*, lg lg(,67) 4,4 4 дб,*,5 Теперь понятно, как использовать имеющийся СОП Необходимо провести настройку опорного уровня чувствительности по эхосигналам от зарубок,*,5 мм в имеющемся образце, а затем нужно уменьшить чувствительность УЗД на 4 дб и тогда получим браковочную чувствительность по РД РОСЭК -96 Рассмотрим немного более сложный случай Необходимо провести ультразвуковой контроль сварного шва толщиной 36мм в трубопроводе острого пара (на электростанции) В наличие имеется СОП тоже толщиной 36мм с зарубками 3,*,мм Теплоэнергетическое оборудование контролируют по инструкции РД (ОП 5 ЦД — 97), где указано, что в сварных швах толщиной от 6 до 4мм допускаются несплошности с эквивалентной площадью не более 7 мм Прозвучивание шва толщиной 36мм обычно производится преобразователем П-,5-5
12 Определим площадь зарубки, по которой должна выполняться настройка браковочного уровня По графику Рис3 находим N,5 Найдем площадь вертикальной стенки зарубки N 7 h b 5,6мм N,5 В наличие имеется СОП с зарубками площадью 3,*, 6,мм Определим отношение амплитуд эхосигналов в децибелах 5,6 5,6 lg lg,6 дб 6, 6, Как и в предыдущем случае, можно использовать имеющийся СОП с зарубками 3,*,мм, настроить по нему опорный уровень чувствительности и потом установить нужный браковочный уровень увеличив чувствительность УЗД на,6 дб Список литературы Крауткремер Й, Крауткремер Г Ультразвуковой контроль материалов Пер с нем М: Металлургия, 99г, 75с Голямина ИП (ред) Ультразвук Маленькая энциклопедия М: Советская энциклопедия, ИНЕрмолов, ЮВЛанге Ультразвуковой контроль 4г 4 РД (ОП 5 ЦД — 97) Котлы паровые и водогрейные Трубопровода пара и горячей воды, сосуды Сварные соединения Контроль качества Ультразвуковой контроль Основные положения (Изменения ) 5 СТО Газпром Инструкция по неразрушающим методам контроля качества сварных соединений при строительстве и ремонте промысловых и магистральных газопроводов 6 РД РОСЭК -96 Машины грузоподъемные Конструкции металлические Контроль ультразвуковой Основные положения
Видео:Урок 9. ПЕРЕМЕННЫЙ РЕЗИСТОРСкачать

Эквивалентный размер дефекта
Амплитуду эхо-сигнала в ультразвуковой дефектоскопии определяют относительным методом, который заключается в сравнении эхо-сигнала от дефекта с каким-либо опорным сигналом, полученным тем же преобразователем от отражателя известной величины и геометрической формы. Относительный метод позволяет отказаться от необходимости расчета коэффициентов преобразования электрической энергии в механическую. Размер дефекта в этом случае может быть выражен через некоторую стандартизированную величину, воспроизводимую при любых измерениях. В ультразвуковой дефектоскопии в качестве унифицированной единицы измерения используют эквивалентный размер (эквивалентную площадь) дефекта.
Эквивалентный размер дефекта – размер такого плоскодонного отражателя, который расположен в том же материале на идентичной глубине и дает такую же амплитуду эхо-сигнала, что и реальный дефект. Эквивалентный размер дефекта не равен реальному. Реальный размер, как правило, больше.
Коэффициент выявляемости дефектов определяется формулой
 . (3.5)
. (3.5)
Применяют два способа измерения эквивалентной площади дефектов: с помощью испытательных образцов и по АРД-диаграммам. Первый способ состоит в том, что эхо-сигнал от дефекта последовательно сравнивается с сигналами от плоскодонных отверстий различной величины. Необходимо найти отверстие, эхо-сигнал от которого равен сигналу от дефекта.
Недостатком способа является необходимость изготовления большого числа образцов с широким набором плоскодонных отражателей по диаметру и глубине расположения.
АРД-диаграмма
Соотношение амплитуд отраженного от дефекта и зондирующего сигналов  может быть представлено как функция параметров: расстояния от преобразователя до отражателя, отношения диаметра диска к диаметру преобразователя и величины ближней зоны.
может быть представлено как функция параметров: расстояния от преобразователя до отражателя, отношения диаметра диска к диаметру преобразователя и величины ближней зоны.
Для оценки эквивалентного размера дефекта применяют так называемые АРД-диаграммы (Амплитуда – Расстояние – Диаметр).
На обобщенных диаграммах (рис. 3.7) по оси абсцисс отложено расстояние между ПЭП и отражателем, нормированное на размер ближней зоны излучателя. По оси ординат отложено ослабление в отрицательных децибелах.
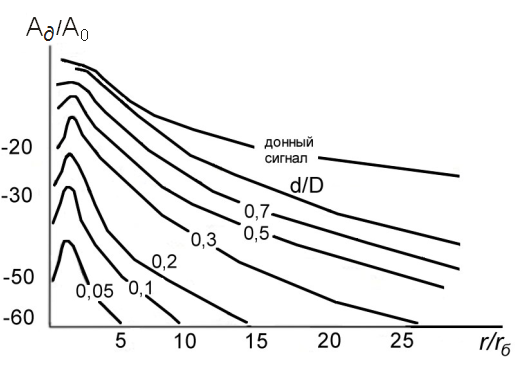
Рис. 3.7. Безразмерная АРД-диаграмма для эхо-метода:  – расстояние до дефекта, нормированное на величину ближней зоны,
– расстояние до дефекта, нормированное на величину ближней зоны,  – эквивалентный размер дефекта, нормированный на диаметр диска преобразователя
– эквивалентный размер дефекта, нормированный на диаметр диска преобразователя
На поле АРД-диаграммы нанесена серия кривых, каждая из них соответствует своему диаметру (или площади) эквивалентного отражателя, отнесенного к диаметру (площади) пьезоэлемента. Самая верхняя кривая соответствует донному сигналу.
Рабочую АРД-диаграмму строят для конкретных параметров контроля: материала изделия, частоты упругих колебаний, радиуса преобразователя, угла ввода луча. В качестве основного сигнала  можно использовать эхо-сигнал от бокового цилиндрического отражателя или отражение от бесконечной плоскости (донного сигнала).
можно использовать эхо-сигнал от бокового цилиндрического отражателя или отражение от бесконечной плоскости (донного сигнала).
Каждую обобщенную диаграмму можно перевести в рабочую.
Способы получения АРД-диаграмм:
1) расчет по формулам акустического тракта;
2) экспериментальный способ: исследование образца, изготовленного из материала контролируемого объекта, с множеством отверстий, расположенных на различной глубине. Недостаток данного метода состоит в сложности изготовления такого образца.
В действующей нормативно-технической документации АРД-диаграммы приводятся в виде таблиц. В комплект дефектоскопов входят АРД-шкалы, которые представляют собой трафарет. Они позволяют быстро определять все необходимые параметры (глубина залегания, размер дефекта).
АРД-диаграммы могут использоваться для определения эквивалентных размеров и для настройки чувствительности. АРД-диаграммы используются при контроле в дальней зоне. В ближней зоне диаграммы размываются. Измерение эквивалентных размеров становится неточным.
Контрольные вопросы
1. Какова основная задача акустического контроля?
2. Дайте определение акустического тракта. Какие эффекты определяют ослабление сигнала в акустическом тракте?
3. Какие модели дефектов используются при расчете акустического тракта? Какие искусственные дефекты они моделируют?
4. Что такое эквивалентный размер дефекта и как он связан с реальным размером?
5. Чему равен коэффициент выявляемости дефекта? Запишите выражение, поясните все обозначения.
6. Чем отличаются искусственные дефекты для наклонного преобразователя?
7. Для чего используются стандартные образцы? Какие СО вы знаете?
8. Какие требования предъявляются к стандартным образцам предприятия?
9. Что такое АРД-диаграмма? Назовите основные типы АРД-диаграмм.
📺 Видео
Раздел II Урок 2. Настройка чувствительности. Цели амплитудной коррекцииСкачать

Раздел III Урок №4. Настройка чувствительности.АРД-диаграммы.Скачать

Настройка дефектоскопа УДСМ2-11 угол ввода 50Скачать

КиР Расчет фланцевСкачать

Метод эквивалентных преобразований │Найти общее сопротивление и токи в цепи │Задача #2Скачать

9.1 Расчет валов приводаСкачать

Методы устранения дефектов в одношнековой экструзии. Запись вебинара от 02.03.21Скачать

Тестировщик с нуля / Урок 9. Техники тест-дизайна. Классы эквивалентности и граничные значенияСкачать

Проведение контроляСкачать

ДетектированиеСкачать

УД 2 70 Настройка Наклонный ПЭПСкачать

Раздел III Урок №5. Проведение контроля.Скачать

Раздел II Урок №3. Настройка чувствительности. Метод ВРЧ.Скачать

Что такое линейный и логарифмический переменный резистор.Чем они отличаются и где применяются.Скачать

Техники тест дизайна / Урок 17 / Тестировщик с нуляСкачать

Раздел II Урок №1. Настройка ГлубиномераСкачать
