Видео:Урок 1 Основные слесарные работыСкачать

§ 1. Организация рабочего места слесаря
Рабочим местом называется часть производственной площади цеха или мастерской, закрепленная за данным рабочим или бригадой рабочих и оснащенная оборудованием, приспособлениями, инструментом и материалами, необходимыми для выполнения определенного производственного задания.
Обеспечение высокой производительности труда в значительной мере зависит от правильной организации рабочего места.
Организация рабочего места является важнейшим звеном организации труда. Правильный выбор и размещение оборудования, инструментов и материалов создают наиболее благоприятные условия работы.
Правильно организованным считается такое рабочее место, на котором при наименьшей затрате сил и средств благодаря рациональной и культурной организации труда достигаются наивысшая производительность, высокое качество продукции и обеспечиваются безопасные условия работы.
Площадь рабочего места должна определяться, исходя из необходимости размещения всех составляющих рабочее место слесаря элементов (верстак, стеллажи для хранения заготовок, деталей и т. д.) и выделения места (площади) для постоянной позиции рабочего и его передвижения в процессе работы.
Конкретно величина площади рабочего места слесаря определяется: характером выполняемых работ, габаритами и количеством основного оборудования и вспомогательной оснастки, а. также формами организации труда и производства.
При организации рабочего места необходимо создать такую обстановку на самом рабочем месте, чтобы рабочий имел возможность, не сходя со своего постоянного места у верстака и не меняя при этом положения (позы) корпуса, взять или положить на место нужный ему инструмент, заготовку, деталь и т. д. одним движением рук.
Во время работы на рабочем месте должны находиться только те предметы, которые необходимы для выполнения данного задания.
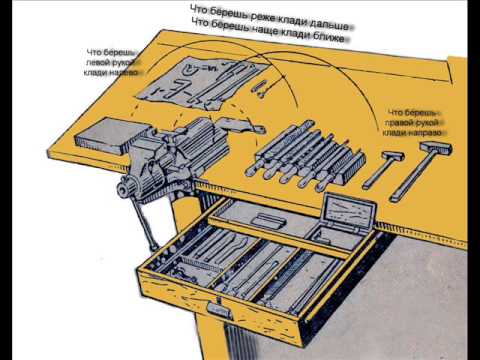
Инструмент и заготовки должны располагаться на рабочем месте на строго закрепленных за ними местах. При этом те предметы, которыми рабочий пользуется чаше, следует класть ближе, на площади, ограниченной дугами радиусом 350 мм, т. е. в пределах досягаемости при движении свободно вытянутых рук (рис. 32). Предметы, которыми рабочий пользуется реже, класть дальше, но не далее чем в пределах площади, ограниченной дугами, образованными радиусом 550 мм, т. е. в пределах досягаемости при движении свободно вытянутых рук при небольшом наклоне корпуса вперед по направлению к верстаку.

Рис. 32. Расположение инструмента на слесарном верстаке
Режущий или ударный инструмент, который берут правой рукой, кладут с правой стороны; тот, который берут левой рукой — с левой стороны.
Приспособления, материалы и готовые детали нужно располагать в специальных ящиках (таре), находящихся на отведенных для них местах.
Измерительные инструменты должны храниться в специальных футлярах или же деревянных коробках.
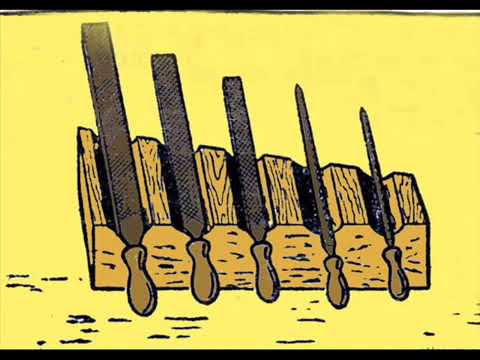
Режущие инструменты (напильники, метчики, сверла, развертки и др.) следует предохранять от ударов и загрязнения и хранить на деревянных подставках (планшетах).
После окончания работы весь инструмент и приспособления, применяемые при работе, необходимо очистить от грязи и масла и протереть. Поверхность верстака очистить щеткой от стружки и мусора.
Рабочее место слесаря может быть организовано по-разному, в зависимости от характера производственного задания. Однако большинство рабочих мест оборудуется слесарным верстаком, на котором устанавливают тиски и раскладывают необходимые в процессе работы инструменты, приспособления, материалы; на специальных планшетах размещают документацию — технологические карты, чертежи и т. д.
Расстояние между отдельными рабочими местами, а также проходы между слесарными верстаками устанавливаются (1,5—1,6 м) в зависимости от технических и технологических требований и условий техники безопасности.
Рабочие места должны иметь хорошее индивидуальное освещение. Свет должен падать на обрабатываемый предмет, а не лицо рабочего. Желательно, чтобы свет был рассеянным и не создавал бликов, мешающих работать.
Слесарный верстак представляет собой специальный стол, на котором выполняются слесарные работы. Он должен быть прочным, устойчивым. Каркас верстака сварной конструкции из чугунных или стальных труб, стального профиля (уголка). Крышку (столешницу) верстаков изготовляют из досок толщиной 50—60 мм (из твердых пород дерева).
Столешницу, в зависимости от характера выполняемых на ней работ, покрывают листовым железом толщиной 1—2 мм. В качестве покрытия используют также линолеум, листы из алюминиевых сплавов или фанеру. Спереди и с боков столешницы устанавливают бортики, чтобы с нее не скатывались детали.
Под столешницей верстака находятся выдвижные ящики (не менее двух), разделенные на ряд ячеек для хранения инструментов, мелких деталей и документации.
Слесарные верстаки бывают одноместные и многоместные.
Одноместные слесарные верстаки имеют длину 1200—1500 мм, ширину 700—800 мм, высоту 800—900 мм, а многоместные — длину от 2800 до 3500 мм (в зависимости от числа работающих); ширину ту же, что и у одноместных верстаков.
Многоместные слесарные верстаки имеют существенный недостаток: когда один рабочий выполняет точные работы (разметку, опиливание, шабрение), а другой в это время производит рубку или клепку, то в результате вибрации верстака нарушается точность работ, выполняемых первым рабочим.
Тиски на верстаке устанавливают на определенной высоте в соответствии с ростом работающего (рис. 33, а). При выборе высоты, на которую должны быть установлены параллельные тиски, нужно локоть руки поставить на губки тисков так, чтобы концы выпрямленных пальцев руки касались подбородка (рис. 33, б).

Рис. 33. Установка тисков по высоте:
а — при опиловке, б — при работе иа параллельных тисках, в — при рубке в стуловых тисках
Стуловые тиски должны устанавливаться на такую высоту, чтобы поставленная локтем на их губки рука касалась подбородка согнутыми в кулак пальцами (рис. 33, в).
При малом росте рабочего следует использовать специальные подставки (решетки) под ноги.
Слесарный верстак (рис. 34), применяемый на заводах, состоит из металлического каркаса 1 и верстачной доски (столешницы) 2, защитного экрана (металлическая сетка с очень мелкими отверстиями или стекло — плексиглаз) 4.

Рис. 34. Одноместный слесарный верстак
На верстаке располагаются слесарные тиски 3, планшет для размещения чертежей 5, индивидуальное освещение 6, кронштейн с полочкой для измерительного инструмента 7, планшет для рабочего инструмента 8.
Под столешницей имеются четыре ящика 9 с отделениями Для хранения инструмента и две полки для хранения деталей и заготовок 10. К ножке верстака крепится откидное сиденье 11.
Широкое применение в мастерских профессионально-технических училищ получил верстак, исключающий применение подставок и допускающий регулирование подъема тисков на нужную высоту (рис. 35). К каркасу 2 этого верстака прочно закреплена толстостенная труба 3, внутрь которой свободно входит стальной хвостовик. Тиски поднимаются вращением винта 1, соединенного с хвостовиком.

Рис. 35. Слесарный верстак с регулируемыми по высоте тисками:
1 — виит подъема. 2 — каркас, 3 — труба, 4 — сетка, 5 — полочка, 6 — планшет. 7 — рамка
Верстак снабжен защитной металлической сеткой 4 высотой 1 м с ячейками не более 3 мм или прозрачного плексиглаза, полочкой 5 для измерительного инструмента, планшетами 6 для рабочего инструмента, которые вместе с инструментом укладываются в ящик. У верстака вместо бортиков имеется рамка 7 из алюминиевого уголка.
Для работы механизированным инструментом к верстаку подводится силовая электрическая линия и магистраль сжатого воздуха.
Для выполнения слесарных работ непосредственно у машин широко применяют передвижные верстаки, передвигающиеся на роликах.
Когда слесарю приходится перемещаться по фронту работы, он пользуется переносными инструментальными ящиками с набором слесарного инструмента (рис. 36, с) или инструментальными сумками (рис. 36,б).

Рис. 36. Переносный ящик с набором инструмента (а),
инструментальная сумка (б)
Слесарные тиски. Слесарные тиски представляют собой зажимные приспособления для удержания обрабатываемой детали в нужном положении. В зависимости от характера работы применяют стуловые, параллельные и ручные тиски.
Стуловые тиски свое название получили от способа закрепления их на деревянном основании в виде стула, в дальнейшем они были приспособлены для закрепления на верстаках.
Стуловые тиски (рис. 37) изготовляются из кованой стали. На рабочую часть губок наваривается слой инструментальной стали марки У8А или же привертываются закаленные пластины из этой же стали, что обеспечивает их высокую прочность. Внутренняя рабочая поверхность имеет насечку, способствующую более прочному закреплению детали в тисках. Эти тиски не пригодны для точных работ и применяются в кузнечных цехах и при выполнении таких работ, как рубка, клепка, гибка и пр.

Рис. 37. Стуловые тиски
Стуловые тиски (ГОСТ 7225—54) имеют ширину губок 100, 130, 150, 180 мм, наибольшее раскрытие губок 90, 130, 150 и 180 мм.
Стуловые тиски состоят из подвижной 4 и неподвижной 3 губок. На конце неподвижной части находится лапа 1 для крепления тисков к столу, а ее удлиненный стержень 8 заделывают в деревянное основание и зажимают скобой. Губки сдвигаются вращением рукоятки 6 винта 5, имеющего прямоугольную резьбу, а раздвигаются с помощью плоской пружины 7 при вывинчивании из втулки гайки 2 винта 5.
Преимуществами стуловых тисков являются простота конструкции и высокая прочность.
Недостатком стуловых тисков является то, что рабочие поверхности губок не во всех положениях параллельны друг другу, вследствие чего при зажиме узкие обрабатываемые предметы захватываются только верхними краями губок, а широкие — только нижними, что не обеспечивает прочности закрепления. Кроме того, губки тисков при зажиме врезаются в деталь, образуя на ее поверхности вмятины.
В настоящее время стуловые тиски применяются редко, только для выполнения грубых работ.
Параллельные тиски по устройству разделяются на поворотные и неповоротные, губки у этих тисков перемещаются параллельно одна другой.
Поворот ные параллельные тиски (рис. 38, а) могут поворачиваться на любой угол. Они состоят из основания 4„ неподвижной 8 и подвижной 6 губок. Неподвижный круг 1 крепится к верстаку.

Рис. 38. Парсллельные тиски:
а — поворотные, б — неповоротные, 1 — неподвижный круг, 2, 5 — рукоятки, 3 — поворотная плита, 4 — основание, 6 — подвижная губка, 7 — накладные губки (закрепленные пластины с насечкой), 8 — неподвижная губка, 9 — гайка,10 — ходовой винт, 11 — Т-образный круговой паз
Перемещается подвижная губка вращением ходового винта 10, входящего в неподвижно закрепленную гайку 9 при повороте рукоятки 5. Основание устанавливается на поворотной плите 3 и соединяется с ней осью. В Т-образный круговой паз 11 входит болт. Поворотом рукоятки 2 можно освободить этот болт и повернуть тиски в требуемое положение.
Тиски изготовляют из серного чугуна. Для увеличения срока службы к рабочим частям губок двумя винтами привинчиваются из стали У8 закаленные пластины — накладные губки 7, на поверхности которых нанесена крестообразная насечка.
Тиски должны иметь нагубники из мягкого металла. Нагубники надевают на губки тогда, когда в тисках зажимают уже обработанную деталь. Без нагубников разрешается зажимать только те детали или заготовки, поверхности которых будут в дальнейшем подвергаться станочной или ручной обработке.
К верстаку тиски прикрепляют болтами, проходящими через отверстия в плите (основания) тисков.
Поворотные параллельные тиски по ГОСТ 4045—57 изготовляют с шириной губок 80 и 140 мм и наибольшим раскрытием (разводом) их 95 и 180 мм.
У неповоротных параллельных тисков (рис. 38, б) основание закрепляется непосредственно на крышке верстака болтами, проходящими через отверстия в основании тисков или в неподвижной губке.
Неповоротные тиски по ГОСТ 4045—57 изготовляют с наибольшим раскрытием губок 45, 65, 95, 180 мм и шириной их 60, 80, 100 и 140 мм.
Несмотря на достоинства параллельных тисков, обеспечивающих прочное крепление их к верстаку, они имеют существенный недостаток, заключающийся в малой прочности губок. Поэтому для тяжелых работ эти тиски не пригодны.
Пневматические тиски обеспечивают быстрый и надежный зажим деталей с постоянным усилием без применения физической силы. Время зажима составляет 2—3 сек. Усилие зажима на губках тисков достигает 3000 кГ.
Пневматические тиски с диафрагменным зажимом (рис. 39) состоят из основания 1, поворотной части 2, закрепляемой в нужном положении болтами 3, подвижной губки 4, помещенной в пазе поворотной части 2, и неподвижной губки 5, скрепленной с этой поворотной частью.

Рис. 39. Пневматические слесарные тиски
Внутри поворотной части 2 перемещается каретка 6, соединенная регулировочным винтом 7 с подвижной губкой 4. Регулировочный винт позволяет менять расстояние между обеими губками тисков. В том случае, когда воздух не поступает в тиски, их губки находятся в крайнем раздвинутом положении под действием пружины 8. Когда же сжатый воздух под давлением 5—6 aтм поступает в камеру тисков, шток 9 опускается и поворачивает находящийся в каретке рычаг 10, который нажимает на каретку своим коротким плечом через толкатель 11 и тянет подвижную губку, зажимающую деталь. Воздушная камера этих тисков образуется стенками основания 1 и резиновой диафрагмой 12. Воздух через диафрагму давит на опорное кольцо 13 штока и создает рабочее усилие.
При работе на тисках следует соблюдать следующие правила:
- перед началом работы осматривать тиски, обращая особое внимание на прочность их крепления к верстаку;
- не выполнять на тисках грубых работ (рубки, правки или гибки) тяжелыми молотками, так как это приводит к быстрому разрушению тисков;
- при креплении деталей в тисках не допускать ударов по рукоятке, что может привести к срыву резьбы ходового винта или гайки;
- по окончании работы очищать тиски волосяной щеткой от стружки, грязи и пыли, а направляющие и резьбовые соединения смазывать маслом;
- после окончания работ не сводить плотно губки тисков, так как это вызывает излишние напряжения в винтовых соединениях; необходимо оставлять между губками зазор 4—5 мм.
Специальные тиски (рис. 40) находят широкое применение благодаря удобству и точности крепления. В этих тисках зажимают поршни, а также различные короткие цилиндрические детали диаметром от 80 до 165 мм.

Рис. 40. Специальные тиски
Ручные слесарные тиски применяются для закрепления деталей или заготовок небольших размеров при опиливании или сверлении, которые неудобно или опасно держать руками.
По ГОСТ 7226—54 ручные тиски изготовляют двух типов: тиски с пружиной и шарнирным соединением с шириной губок 36; 40 и 45 мм и наибольшим раскрытием губок — 29; 30 и 40 мм (рис. 41, а) и для мелких работ с шириной губок 6; 10 и 15 мм (рис. 41, б).

Рис. 41. Ручные тиски:
а — с пружиной, б — для мелких работ, в — угловые
При работе ручные тиски держат в руке или же их неподвижную губку зажимают
Видео:2.организация и оборудование рабочего местаСкачать

Рабочее место слесаря
Рабочее место — часть производственной площади, на которой расположены оборудование, инвентарь, инструмент и материалы, нужные для выполнения производственного задания.
Рабочее место слесаря оборудуется так, чтобы слесарю было удобно работать. Размер его зависит от характера выполняемой работы и должен быть не менее 1,6 кв. м. Рабочее место должно хорошо освещаться рассеянным естественным светом. Исходя из этого условия слесарные участки и верстаки, как правило, располагают у окон южной и юго-западной стороны цеха. При выполнении точных работ общего освещения может быть недостаточно, и на каждом рабочем месте слесаря устанавливается электрическая лампа с регулируемым направлением света.
Слесарные верстаки (рис. 1.1) служат для оборудования рабочего места слесаря; здесь слесарь располагает необходимые для работы инструменты, приспособления, материалы, детали, чертежи и т.д. Верстак представляет собой устойчивый ме-
таллический или деревянный стол. Крышки верстаков могут покрываться линолеумом для предохранения деталей от повреждения и оборудованы с трех сторон бортами высотой 60-80 мм, которые удерживают от падения предметы, расположенные на верстаке. Для большей устойчивости ножки верстака располагают друг от друга на расстоянии 1,5—1,6 м. Высота верстака составляет 0,8—0,9 м, а длина — 1,5 м. Если за

Рис. 1.1. Общий вид одноместного слесарного верстака:
1 — каркас; 2 — столешница; 3 — тиски; 4 — защитный экран; 5 — планшет для чертежей; 6- светильник; 7- полочка для инструмента; 8— планшет для рабочего инструмента; 9— ящик; 10— полки; // — сиденье
верстаком работает несколько человек, то длина его увеличивается. Каждое рабочее место верстака оборудуется ящиком для хранения инструмента.
Верстаки могут быть индивидуальные, двухместные и многоместные — для одновременной работы нескольких слесарей. Наибольшее распространение получили верстаки одноместные (индивидуальные) и двухместные.
Слесарные тиски служат для крепления обрабатываемых деталей и устанавливаются на верстаках. Для крепления крупных деталей — параллельные поворотные и неповоротные тиски с губками длиной 120—150 мм, а для обработки мелких деталей применяют параллельные поворотные тиски с губками длиной 60 мм. Корпусы параллельных тисков всех типов отливают из серого чугуна. К губкам тисков привинчены закаленные пластины с перекрестной насечкой, служащей для увеличения трения между губками и зажатой в них деталью. Для рубки используют стуловые тиски, так как параллельные тиски не достаточно прочны для выполнения этих работ. Для повышения эффективности производственного процесса применяют пневмопружинные тиски, где рабочее усилие при зажиме детали создается пружинами, а кратковременное действующее усилие для освобождения детали производится сжатым воздухом. В конструкции тисков предусмотрено регулирование расстояния между губками, в результате чего может изменяться зажимное усилие.
Правильное размещение инструментов на верстаке играет немаловажную роль при производстве слесарных работ. Оптимальным считается следующее расположение инструмента:
О все инструменты и приспособления, которые слесарь берет левой рукой, располагаются в левой части верстака, а те, что слесарь берет правой рукой, — в правой части;
О вблизи от слесаря располагаются предметы, которыми он пользуется чаще всего.
Расположение инструментов должно быть неизменным, тогда работник сможет брать необходимый предмет, не затрачивая много времени на его поиск. Хранить инструмент нужно в выдвижных ящиках или шкафу в таком порядке, чтобы режущий инструмент не портился, а измерительный инструмент не получал забоин и царапин от ударов. Для этого в выдвижном
инструментальном ящике верстака устанавливают поперечные полочки шириной 150—160 мм. Каждая ячейка предназначается для одного вида инструмента. В одном из инструментальных ящиков, по его боковым сторонам, прибивают по 3— 4 ступенчатые планки, на которые кладут напильники, при этом напильники больших размеров располагают на нижних ступеньках, а малых — на верхних. Дно ящика делится на несколько клеток для хранения сверл, разверток, метчиков и плашек. На остальной площади ящика хранится более грубый инструмент — молотки, зубила, крейцмейсели.
По окончании работы напильники очищают от опилок и грязи проволочной щеткой, а затем вытирают чистой тканью или салфеткой. Рабочие части режущего и измерительного инструментов смазывают тонким слоем вазелина. Слесарный инструмент, который редко применяется, хранится в инструментальной кладовой.
Видео:Организация рабочего места для выполнения слесарных работСкачать
Рабочее место слесаря.

Рабочее место — часть производственной площади, которая закрепляется за работником для выполнения определенного вида работ и должна быть оснащена оборудованием, приспособлениями, инструментами и материалами, необходимыми для их проведения.
Видео:Эксперт по эргономике настраивает рабочие место. Перевод.Скачать
Техническое оснащение рабочего места слесаря.
Основным оборудованием рабочего места слесаря является верстак с установленными на нем тисками (рис. 1, а).
Верстак состоит из стального каркаса, выполненного из труб или профильного проката, на котором установлена столешница, изготовленная из дерева твердых пород и покрытая листовой сталью. По периметру столешница окантована буртиком 7 из стального уголка. Под столешницей располагаются выдвижные ящики 2 для хранения инструментов, деталей и технической документации. Для обеспечения удобства работы на верстаке размещают планшет 6 для режущих инструментов и инструментальную полку 4 для контрольно-измерительных инструментов.
На верстаке устанавливают тиски 3, высота которых может регулироваться в соответствии с ростом работающего винтом 1 за счет вращения рукоятки 8. На полу, возле верстака, устанавливают решетку, которая должна плотно прилегать к полу и не скользить.
Для защиты работника от возможного травматизма на верстаке устанавливают защитный экран 5 из металлической сетки или ортанического стекла.
При размещении инструментов на верстаке необходимо учитывать частоту их использования, располагая таким образом, чтобы обеспечить удобный доступ к ним (рис. 1, б).
Наибольшее распространение при выполнении слесарных работ получили стуловые, параллельные (поворотные и неповоротные) тиски.
Стуловые тиски (рис. 2) предназначены для выполнения тяжелых работ, связанных с большими ударными нагрузками, например рубка, клепка, гибка, и имеют весьма ограниченную область применения.
Стуловые тиски закрепляют на верстаке 1 при помощи планки 2, которая обеспечивает плотное прижатие к верстаку стержня 8, изготовленного как единое целое с неподвижной губкой 3 тисков. Закрепление заготовки осуществляется между неподвижной 3 и подвижной 4 губками. Подвижная губка 4 совершает колебательное движение относительно оси, установленной в крон штейне, закрепленном на стержне 8. Сведение губок осуществляется при помощи зажимного винта 5, приводимого в движение рукояткой 6. Раздвижение губок после окончания обработки и освобождение обработанной детали производится за счет пружины 7 при отпущенном зажимном винте 5.
Параллельные поворотные слесарные тиски (рис. 3) применяют наиболее часто. Параллельными их называют потому, что при перемещении подвижной губки 4 она во всех положениях остается параллельной неподвижной губке 3. Тиски состоят из плиты 1 основания и поворотной части 2. Передвижение подвижной губки 4 обеспечивается винтовой парой (ходовой винт 7 и гайка 5 ходового винта), а параллельность этого перемещения — направляющей призмой 6.
Для поворота верхней части тисков относительно плиты основания 1 необходимо ослабить при помощи рукоятки 11 болты 10. Тогда при повороте верхней части тисков относительно оси 9 гайка 12 с болтом 10 будут свободно перемещаться в круговом Т-образном пазу 8. Верхняя часть тисков после установки в нужное положение закрепляется рукояткой 11.
Видео:Мастерская мечты от начала до конца. Первая экскурсия.Скачать

Организация рабочего места.
На рабочем месте должны находиться заготовки, материалы, рабочие и контрольно-измерительные инструменты, необходимые для выполнения заданной операции. К размещению заготовок, материалов и инструментов на рабочем месте предъявляют определенные требования:
— на рабочем месте должны находиться только те материалы, заготовки и инструменты, которые необходимы для выполнения данной операции;
— расположение инструментов и материалов должно соответствовать частоте их использования в процессе выполнения работы: то, что используется чаще, должно располагаться ближе (рис. 4, а и б), справа и слева от работающего (эти зоны обозначены дугой 1 в горизонтальной плоскости и дугой А — в вертикальной плоскости. Радиусы этих дуг приблизительно равны 350 мм); то, что используют реже, должно располагаться в зонах, обозначенных дугой 2 в горизонтальной плоскости и дугой Б — в вертикальной. Радиусы этих дуг приблизительно равны 500 мм; те инструменты и материалы, которые используются крайне редко, располагают в зонах, обозначенных дугой 3 в горизонтальной плоскости и дугой В — в вертикальной. Их досягаемость обеспечивается только при наклонах корпуса работающего;
— для размещения инструментов и приспособлений на рабочем месте возможна установка стеллажей, удобные и неудобные зоны достижения которых показаны на рис. 4, в.
Видео:🔥 Обустройство мастерской, дешево и с умом своими руками.Скачать

Правила содержания рабочего места.
В связи с тем, что рациональная организация рабочего места и правильное размещение инструментов, материалов и заготовок в процессе обработки играет существенную роль в обеспечении ее качества, следует соблюдать следующие правила.
До начала работы необходимо:
- проверить исправность верстака, тисков, приспособлений, индивидуального освещения и механизмов, используемых в работе;
- ознакомиться с инструкцией или технологической картой, чертежом и техническими требованиями к предстоящей работе;
- отрегулировать высоту тисков по своему росту;
- проверить наличие и состояние инструментов, материалов и заготовок, используемых в работе;
- разместить на верстаке инструменты, заготовки, материалы и приспособления, необходимые для выполнения работы.
Во время работы необходимо:
- иметь на верстаке только те инструменты и приспособления, которые необходимы для выполнения заданной операции (все остальное должно находиться в ящиках верстака);
- возвращать использованный инструмент на исходное место;
- постоянно поддерживать чистоту и порядок на рабочем месте.
По окончании работы необходимо:
- очистить инструмент от стружки, протереть, уложить в футляры и убрать в ящик верстка;
- очистить от стружки и грязи поверхность верстака и тиски;
- убрать с верстака неиспользованные материалы и заготовки, атакже готовые детали;
- выключить индивидуальное освещение.
🔍 Видео
Организация рабочего места для выполнения слесарных работСкачать
9 - Рабочие места ч.1 - Оборудование рабочих мест на производстве - что это?Скачать

Рабочее место слесаря-инструментальщикаСкачать

DIY. Обустройство мастерской. Удобная панель с инструментами. Workshop upgrade. Cool Tool Wall.Скачать

Слесарь механосборочных работСкачать

Урок ТЕХНОЛОГИИ. Рабочее место слесаря.Скачать

4 идеи! Органайзер для инструментов в мастерскую и на дачу своими руками.Скачать

Профессия "Слесарь-инструментальщик"Скачать

ТЕХНИКА БЕЗОПАСНОСТИ. Вид Грубейшего Нарушения ТРЕБОВАНИЙ ТБ при работе на СТАНКАХ.Скачать

Электроника просто стоит на улице А мы выбираем что нам взять.Скачать

[25/30] главная часть рабочего места программистаСкачать
![[25/30] главная часть рабочего места программиста](https://i.ytimg.com/vi/pn-UU0ADLsU/0.jpg)
Обустройство мастерскойСкачать

Профессия: слесарьСкачать

Нужные люди. Я - слесарь-сборщикСкачать
