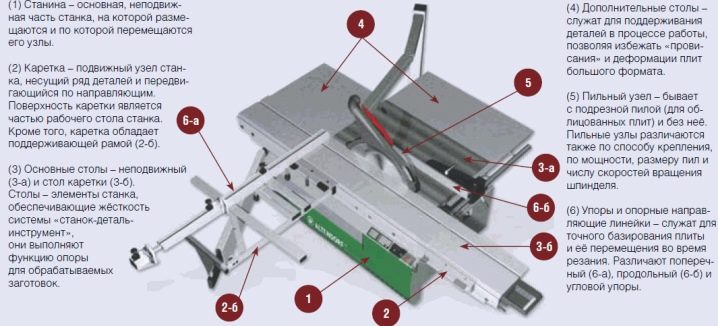
- Конструкция и принцип действия форматно-раскроечных станков
- Технологии форматного раскроя
- Оборудование для производства мебели
- Развитие любого производства влечет за собой появление новых технологий, более совершенных методов обработки материалов, увеличение полезного выхода продукции и максимальное снижение количества отходов путем вторичной переработки. В настоящее время это применимо ко многим видам производства. Появление на рынке ДВП, ДСтП, MDF и других видов плитных материалов, нашло широкое применение в мебельном производстве. Эти материалы пользуются и высоким спросом потребителя за счет относительно недорогой стоимости готовой продукции в сравнении с аналогичной мебелью из натуральной древесины.
- Конструкция и принцип действия
- Потребность в производственной площади
- Системы управления
- Все о форматно-раскроечных станках
- История создания
- Устройство и принцип работы
- Обзор видов
- По классу
- По типу конструкции
- По мощности
- Лучшие производители и модели
- Оснастка
- На что обратить внимание при выборе?
- Настройка
- Особенности эксплуатации
- Как выбрать форматно-раскроечный станок для производства
- Содержание:
- Внимание на назначение и конструкцию
- Внимание на технические характеристики
- 💥 Видео
Видео:Распил ЛДСП на форматно-раскроечном станке Filato FL-3200Скачать

Конструкция и принцип действия форматно-раскроечных станков
Видео:Демонстрация возможностей форматно-раскроечного станка с ЧПУ KS 832 на мебельном производстве СтартСкачать

Технологии форматного раскроя
Видео:Самодельный вертикальный форматникСкачать

Оборудование для производства мебели
Развитие любого производства влечет за собой появление новых технологий, более совершенных методов обработки материалов, увеличение полезного выхода продукции и максимальное снижение количества отходов путем вторичной переработки. В настоящее время это применимо ко многим видам производства. Появление на рынке ДВП, ДСтП, MDF и других видов плитных материалов, нашло широкое применение в мебельном производстве. Эти материалы пользуются и высоким спросом потребителя за счет относительно недорогой стоимости готовой продукции в сравнении с аналогичной мебелью из натуральной древесины.
Любая деталь в изделии имеет определенные размеры, как, собственно, плита из древесных частиц, размер которой определяет ГОСТ. Специфичность материала, необходимость получения максимально полезного выхода сборочных единиц, стремление к уменьшению времени раскроя за счет формирования пакета плит, а также изменение размеров деталей в зависимости от изделия — все это говорит о целесообразности использования круглопильных станков с кареткой или, как принято называть их в народе, форматно-раскроечных станков, а еще проще форматников. На современном рынке форматно-раскроечные станки представлены многими известными фирмами, например немецкими производителями оборудования — HOLZMA, MARTIN, ALTENDORF, австрийскими, например, SCHELLING, или итальянскими — SICAR, CASOLIN, MINIMAX, LAZZARI, PUTSCH-MENICONI, GABBIANI, GIBEN, BIESSE.
Как правило, разброс мощности данного типа станков составляет от 3 до 22 кВт, что касается массы — от 330 кг до 10 т. Пильный агрегат состоит из основной и подрезной пил. Вращение подрезной пилы относительно подачи заготовки является попутным, что позволяет распиливать облицованные листы без сколов. Пульт управления позволяет устанавливать высоту основного пильного диска, производить регулировку подрезной пилы, что экономит время и силы оператора.
Эти виды станков имеют возможность не только раскроя плитных материалов, но и могут применяться для продольного или поперечного раскроя брусков, досок, пластмасс или других мягких заготовок. В массовом или крупносерийном производстве для раскроя плитных материалов применяют центры с ЧПУ на базе круглопильных станков с подвижным пильным суппортом и прижимной балкой, так называемые центры для пакетного раскроя с ЧПУ, или пильные центры. Форматно-раскроечные центры одновременно автоматически раскраивают несколько необлицованных или облицованных плит. В настоящее время есть станки с ЧПУ для плитных производств, например фанерных комбинатов, на которых высота раскроя пакета плит может достигать 160 мм и более. Такие станки вследствие большой массы раскраиваемых плит, оснащаются автоматической подачей пакета к линии распила и автоматической выгрузкой форматных заготовок на подстопные места.
Однако при подборе оборудования для своего производства следует обратить внимание не только на возможность модернизации или переход на выпуск более востребованного на рынке товара, но и на некоторые нюансы самого оборудования.
При выборе форматно-раскроечного станка основными параметрами являются:
• тип пильной каретки;
• наибольшая длина пропила;
• установленная мощность (включающая в себя мощность основной пилы и мощность подрезной каретки),
• масса станины.
Все эти критерии непосредственным образом влияют на производительность станка и на время цикла распила. Если речь идет о «пильных центрах», то на производительность также влияет количество плит при пакетированном раскрое. Например, если один центр может обрабатывать пакет из 10 плит, то его производительность будет в два раза выше станка с той же скоростью раскроя, способного обработать 5 плит.
Возможность изменять частоту вращения пильного вала также имеет большое значение. Каждый пильный диск имеет различную частоту резонанса, и изменение скорости вращения вала позволяет выйти из резонансных частот, что в свою очередь делает возможным сделать пропил высокого качества.
В зависимости от производственной программы, мощности, площади производственных помещений и многих других факторов, влияющих на выбор оборудования, форматно-раскроечные станки можно подразделить на следующие виды:
• горизонтальные форматно-раскроечные станки;
• вертикальные форматно-раскроечные станки;
• центры для пакетного раскроя с ЧПУ.
Горизонтальные форматно-раскроечные станки также называют станками классического исполнения. Они имеют различные общие конструктивные признаки. Например, пильный агрегат укреплен на сварной или цельной (фрезерованной) станине, как правило, с подрезным углом. На классическом форматно-раскроечном станке также установлены стол с параллельным упором и перемещаемая вручную каретка с угловым упором. Станки оснащены независимой системой регулировки высоты основного пильного диска, высоты и осевого перемещения диска подрезного агрегата. Многие станки имеют систему наклона пильного агрегата до 45 градусов. Модели этой группы являются самым распространенным оборудованием для раскроя плитных материалов.
Вертикальные форматно-раскроечные станки по сравнению с классическими экономят рабочее пространство за счет вертикального положения обрабатываемой плиты. Пильный агрегат перемещается вручную или электромеханическим приводом по направляющим, при этом плита при раскрое остается неподвижной, что позволяет избежать дефектов раскроя. В неподвижном положении заготовки осуществляются как вертикальные, так и горизонтальные резы. Алюминиевые опорные рейки поддерживают панели. Вертикальные пилы имеют либо подрезной агрегат, либо подрезной механизм с твердосплавными ножами. К преимуществам вертикальных форматно-раскроечных станков относится не только значительная экономия производственных площадей, но и возможность раскроя плитных материалов, имеющих большие размеры или массу. К основным недостаткам классических станков относится достаточно высокая утомляемость оператора, а также неудобства при работе с заготовками малых размеров или имеющих непрямоугольную форму.
Форматно-раскроечные центры предназначены для раскроя как необлицованных, так и облицованных древесно-стружечных плит пакетным способом. Этот вид станков у различных производителей оборудования имеет похожие конструкторские решения, он оснащен верхней прижимной балкой и пильной кареткой. Пильная каретка перемещается под столом, расположенным на станине. Конструкция направляющих, а также механизм перемещения каретки у каждого производителя особенные. Основная и подрезная пилы расположены на пильной каретке и выступают над столом через отверстие. Для прижима пакета и удаления стружки используется прижимная балка, расположенная сверху над столом. Перемещение пакета плит по столу осуществляется при помощи толкателя с зажимными цангами, управляемыми по программе. Толкатель перемещается по направляющим. Для снижения брака при перемещении пакета станки оснащены системой подачи воздуха, которая создает воздушную прослойку между столом и пакетом, что, в свою очередь, облегчает перемещение плит. Для подачи воздуха внутрь столов используются вентиляторы, расположенные спереди станка на дополнительных столах.
Вертикальные форматно-раскроечные станки незаменимы при использовании малых производственных площадей. Они имеют как ряд недостатков, так и преимуществ. Однако если экономия площади в производственных помещениях не имеет принципиального значения, возникает вопрос, какому виду станков отдать предпочтение — горизонтальному форматно-раскроечному или станку для пакетного раскроя с ЧПУ. Прежде всего, необходимо понимать объемы производства и иметь перспективное представление о развитии предприятия. Если производство является мелкосерийным, то применение центров для пакетного раскроя с ЧПУ нецелесообразно, однако при поточном и крупном производстве они незаменимы. Проведем сравнительный анализ между форматно-раскроечными станками и станками для пакетного раскроя с ЧПУ по некоторым показателям — это конструкция и принцип действия, потребность в производственной площади, квалификация персонала, система управления, автоматизация, перемещение заготовок.
Конструкция и принцип действия
Потребность в производственной площади
Системы управления
Конструкция любого «пильного» центра оснащена стандартным компьютером. Любой уверенный пользователь ПК, знакомый с операционной системой Windows, сможет разобраться в системе управления центром. Программа оптимизации раскроя может быть установлена как на офисном компьютере, так и на компьютере самого «пильного» центра. Для нескольких пакетов может быть составлена индивидуальная оптимальная карта раскроя. Возможно составление плана как в ручном, так и в автоматическом режимах. В памяти создается архив операций, откуда возможно загрузить выполнение операции повторно. В визуальном процессе раскроя присутствует режим имитации, позволяющий контролировать новые планы раскроя. Благодаря этой функции, в режиме пиления можно увидеть выполняемый центром пропил. Система управления подсказывает, как можно раскроить одинаковые заготовки.
При помощи лазерного сенсора происходит автоматическая настройка на длину пропила в продольном или поперечном раскрое. Высота пакета измеряется автоматически, исходя из этого центр самостоятельно настраивает высоту подъема прижимной балки и главной пилы.
Устройство измерения ширины плиты автоматически определяет координаты первого пропила. После фиксации заготовки захватами центра, запуска программы раскроя оператор только наблюдает за процессом.
Видео:Два типа подрезок, какую выбрать?Скачать

Все о форматно-раскроечных станках

Знать все о форматно-раскроечных станках — значит правильно организовать производство с их использованием. Существуют вертикальные форматно-раскроечные станки и модели с ЧПУ; их настройка и размеры заслуживают отдельного разговора. Дополнительно придется разобраться, как выбрать мини-станок и прижим для него, что значат подрезные диски и защитные кожухи.



Видео:Вот что влияет на качество работы форматно раскроечного станкаСкачать

История создания
Самый ранний прообраз современного форматно-раскроечного станка по дереву — круглопильный или циркулярный аппарат — стал известен еще в 1803 году. Он существенно отличался от современного оборудования для раскроя плит.
Устройство, продемонстрированное на выставке в Париже, не имело каретки. Столь важный элемент был добавлен немецкими разработчиками заметно позднее. Чтобы сделать такое изобретение, понадобилось еще целых 103 года. Разумеется, в дальнейшем станки продолжали совершенствоваться, пусть и не в такой глобальной степени.

Видео:Форматно раскроечный станок 220 вольт +фрезер+кромкооблицовочникСкачать

Устройство и принцип работы
Начать стоит с описания функционала форматно-раскроечных станков. Они классифицируются как универсальное оборудование. Такие аппараты способны:
- раскроить доски и брус продольно и поперечно;
- обработать плиты и листы полного формата;
- работать с композитными материалами;
- раскраивать кратные заготовки из всех перечисленных материалов;
- прорезать и пропилить сквозные и глухие пазы;
- пилить под определенным углом к пласту заготовки.
Форматно-раскроечное (круглопильное) оборудование пригодно для мастерских и для предприятий малой, средней мощности. На крупных заводах такие аппараты обслуживают экспериментальные участки производства. Как легкие, так и средние, и тяжелые приспособления устроены примерно одинаково. Важной их составной частью является станина. Она изготавливается путем сварки из толстого листа качественной стали.
Когда сварочные работы завершены, металл требуется состаривать или отжигать. Такая обработка позволяет исключить коробление при использовании станка. Легкие станки проектируются с расчетом на единый привод у подрезных и главных пил.
В тяжелом оборудовании движение пил обеспечивает пара двигателей. Их мощность составляет не менее 5500 Вт, а комплект всегда включает расклинивающий нож.
Доступ к пилящему устройству весьма прост. Регулировка совпадения разрезов главной и подрезающей пилой выполняется снаружи. Важную роль играет устройство, позволяющее наклонять пилящую систему. Оно дает возможность выполнять наклонные прорезы, в том числе получать скошенные кромки на поверхности деталей. Благодаря защищающему кожуху и аспирационной системе сокращается опасность получения травмы и отводится стружка, неизбежно появляющаяся при распиле.
Станки средней и тяжелой категории оснащаются дополнительным нижним отсосом стружки. Рабочий станочный стол всегда массивен. В противном случае он не будет сдерживать вибрации достаточно эффективно. Качественные изделия оснащаются твердым покрытием. Без него поверхность станет быстро истираться и пострадает от коррозии.



Важную роль играет движущаяся каретка. От нее требуется обязательно жесткость и прочность. При этом необходимо, чтобы она была легка и не имела высокой инерции, не затормаживалась. Ход каретки во многом зависит от направляющего элемента. Нет смысла в дискуссиях о преимуществах шариковых, роликовых либо комбинированных направляющих — каждый из этих типов имеет право на существование, и решающее значение имеет качество применяемых материалов.
Для нормального размещения кареток всегда предусматривается поддерживающий блок. Он должен быть надежным и при этом не создающим большого сопротивления перемещению. За возможность нормального раскроя плит и пиления бруса в поперечнике отвечает особая деталь — поперечный упор. Точность выполняемой работы зависит от откидных настраиваемых упоров. Обычно их количества, входящего в комплект, не хватает, и приходится приобретать, ставить еще дополнительные экземпляры.



Но работать точно было бы нельзя еще и без продольной линейки. Такая конструкция создается с расчетом, чтобы она не изгибалась и не смещалась после задания настроек. Сам этот процесс настройки лучше всего проходит при использовании цифрового указателя. Дополнительно в состав форматно-раскроечного станка входят:
- устройство, удерживающее продольную линейку;
- маховик, отвечающий за настройку по высоте (в самых мощных станках вместо него используют моторизованный привод);
- угловые упоры (такие компоненты позволяют пилить материал не только перпендикулярно, но и под иными углами);
- вспомогательные прижимы — нужны, чтобы детали, включая плиты, не сдвигались в процессе;
- приемные столы (на них перемещается готовая продукция);
- толкающие ручки (благодаря им работать в завершающей стадии пропиливания безопаснее).


Заготовка ложится на каретку. Передвигать эту заготовку придется вручную, без помощи аппарата. Любой форматно-раскроечный станок является компромиссным решением. Добиться идеально жесткой, легкой и компактной каретки не получается, и приходится балансировать эти требования. Качество установки самой каретки и упоров оказывает решающее воздействие на получаемый результат.
В особую категорию выделяются центры для пакетного раскроя. Все они по умолчанию комплектуются системами числового программного управления. Работа выполняется за счет передвижения пилящего суппорта. Заготовки либо пакеты плит жестко удерживаются специальным прижимом.
От обычного круглопильного станка такая техника отличается тем, что для нее не лимитированы ни масса отдельных частей, ни габариты или уровень производительности.




Видео:Форматно-раскроечный станок Filato FL 3200F - Не стареющая классика в работеСкачать

Обзор видов
По классу
Любые пильные модели имеют узлы подрезки. Благодаря им предотвращается образование сколов. Гарантирована чистота распила без нарушения верхнего слоя. Модели экономичного класса отличаются простотой и ограниченным набором режимов. При значительной нагрузке силовые модули не выдержат.
Аппарат бизнес-группы имеет дополнительные блоки. Такое решение позволяет гарантировать особенно эффективное действие. Пилящие части имеют повышенную мощность. Они могут перенести значительную нагрузку в течение длительного периода. Гарантируется успешная работа в течение всей рабочей смены.
Для крупных производств наиболее предпочтительны модели экстра-класса. В них использован максимум технологических новинок. В основном это автоматические системы. Такая аппаратура оправдана в условиях большого завода. На единицу вырабатываемой продукции издержки будут минимальны.



По типу конструкции
Системы с горизонтальным исполнением оборудуются мобильной кареткой, к которой присоединена дисковая пила. При работе плита размещается в горизонтальной плоскости. Преимущество — можно раскраивать мебельные детали различного габарита. Дисковый тип пилы означает ее размещение в стационарном положении.
Плита или иная деталь, выложенная на стол, надвигается в сторону пилы. В некоторых случаях вместо простого стола используют пару параллельных шин. При наличии электропривода предусматривается передвижение по особым каткам. Такие модели способны справиться с заготовками большого размера. Но им вполне подвластны и небольшие детали.
Встречаются также вертикальные форматно-раскроечные аппараты. Их монтируют на вертикально ориентированный стенд. Пила циркулярного типа движется то вверх, то вниз. Настройка станка такого типа довольно проста; нередко его применяют на крупных мебельных производствах и оснащают ЧПУ.


По мощности
Некоторые варианты мини-станков имеют мощность 2 кВт. Но и этого показателя, и даже 3-4 кВт хватает только для самых простых работ. Сколько-то приличное оборудование имеет мощность 5-7 кВт. Маломощные устройства редко подходят для оснастки автоматическими системами. Кроме того, они непрактичны и быстро ломаются.

Видео:Как настраивать форматно-раскроечный станок? Методы от Александра Брюкнера.Скачать

Лучшие производители и модели
В рейтинг входит прежде всего Filato FL-3200B. Производитель такого станка работает уже с 1970-х годов. Предприятие вошло в число лидирующих поставщиков промышленного оборудования и может предложить широкий ассортимент. Конкретно система FL-3200B пригодна для продольной, поперечной и угловой обработки. Каретка особенно надежна и почти не требует технического обслуживания.
Этот представитель топа имеет еще целый ряд привлекательных свойств, таких как:
- абсолютная точность работ;
- возможность аварийной остановки;
- наклон пил от 0 до 45 градусов;
- высота пропила главным элементом – 11/7 см;
- сечение патрубка (отсоса для стружки) – 12 см;
- суммарная масса – 1050 кг.



Говоря про продукцию российского производства, надо упомянуть прежде всего модель «Саратовка 3200». Этот аппарат рассчитан на аккуратный распил различных изделий. Ход каретки достаточен для обработки больших плит. Предусмотрен кожух пылеотсоса. Главная пила имеет посадочное сечение 3 см, а ее наибольший габарит — 40 см; стандартная мощность достигает 4 кВт.


Среди итальянских форматно-раскроечных станков привлекательна серия Nova от SCM. Движущийся стол опирается на закаленные направляющие арочного исполнения. Ширина этих направляющих — 40 см. Структура корпуса обеспечивает максимальную стойкость и надежность. Наклон пил меняется в широких пределах.

Продукция крупных китайских фирм также заслуживает внимания. Модель WoodTec 1600 способна бросить вызов изделиям других крупных поставщиков. Она весит 480 кг. Высота стола равна 84 см. Сечение главной пилы — 30,5 см (при посадочном диаметре 3 см).
Система рассчитана на поперечный и угловой раскрой:
Поставляемый из Германии станок Altendorf F 25 отличается феноменальным уровнем качества и при этом очень компактен. Его можно применять и в оснащении домашней мастерской, и как подсобное оборудование при выполнении промышленных задач. Наклон пилящего диска меняется от 0 до 46 градусов. Высота станка равна 88 см, предусмотрена двухроликовая каретка. Наибольший размер пилящего диска — 31,5 см.


Видео:правильная настройка пил по высотеСкачать

Оснастка
Важную роль играют отдельные комплектующие форматно-раскроечных станков. Среди них особо выделяется эксцентриковый прижим. Он позволяет надежно удержать обрабатываемые плиты. Благодаря такой фиксации пилы могут уверенно выполнять свою работу с минимальным количеством брака. Для работы с ДСП и МДФ часто применяют подрезной диск.
Некоторые из этих дисков относятся к алмазной группе. За безопасность операторов отвечает защитный кожух. Он может отличаться по размерам и другим характеристикам. Но почти все такие изделия имеют выходы для вытяжки (аспирации). Без такого контура отвод опилок и древесной пыли почти невозможен — то есть это еще и замена промышленного пылесоса.
Нормальная работа немыслима без точных измерений. А потому особо стоит упомянуть такой компонент, как цифровая линейка. Продвинутые устройства способны делать замеры с погрешностью 0,5 мкм. У них отличается рабочая длина и разрешение.
Часто используется и прижимная балка с пневматикой. Она надежнее простого эксцентрикового прижима. Параллельный упор точно так же является залогом удобной работы. Дополнительно для выполнения некоторых манипуляций может пригодиться расклинивающий нож. Его толщина как минимум равна сечению пилящего диска. Наконец, опорные рамы содержат ролики с подшипниками, благодаря которым и происходит движение.

Видео:Форматно-раскроечный (распиловочный) станокСкачать

На что обратить внимание при выборе?
Прежде всего нужно проанализировать три такие характеристики, как:
Они очевидным образом взаимосвязаны. Трудно рассчитывать, что небольшой станок разовьет большую производительность и станет потреблять большое количество тока. Тут нужен некоторый баланс разных свойств. Но ограничиться такими параметрами нельзя.
Правильно выбрать как маленький, так и большой аппарат – значит, изучить как следует его станину. Ее масса и жесткость должны быть весьма велики, потому что иначе точность прореза гарантировать нельзя.

Пильные узлы практически во всех станках примерно одинаковы. Лишь изредка их стабильность повышают за счет использования удлиненного пильного вала. Это решение оптимально для промышленного оборудования. Мощность свыше 5,5 кВт надо использовать, если предстоит заниматься пакетным раскроем и работой с плотными материалами.
Углы наклона важны, если предстоит изготавливать мебель по индивидуальным проектам. А вот при работах с плитами это не слишком актуально. Полезно выбирать станки с возможно большим количеством скоростных режимов. Другой приятной опцией оказывается осевое передвижение рабочего диска подрезного узла по отношению к главной пиле. Мощность подрезных пил должна составлять 500-1000 Вт.
Упоры должны точно ставиться и крепиться. Для этой цели они в норме должны ездить по надежным направляющим и быть дополняемыми особыми линейками. У линеек следует проверять наличие гравированных шкал, отклоняемых в сторону оператора; еще лучше, когда вместо линеек используют цифровые индикаторы.
Уровень нагрузки придется оценивать очень тщательно. Разумеется, надо обращать внимание и на отзывы о конкретных моделях.


Видео:Форматно-раскроечные станки RoblandСкачать

Настройка
Перед тем как настроить форматно-раскроечный станок, надо разобраться с особенностями его тестирования. Процедура регулировки и наладки проводится в несколько стадий. Биение посадочных мест в осевых либо радиальных направлениях должно быть менее 0,003 см. Температура шпинделя строго нормирована. Она может превышать температуру воздуха в цехе максимум на 50 градусов.
Оценить правильность работы, в том числе и ход каретки, помогает пробный прогон. Заметив расколы на декоративном покрытии, надо проверить, верно ли настроили пилу. Особенно актуальны симметрия и величина выступов на кромках. Следующий шаг — оценка за счет поверочного диска; именно он покажет правильность или ошибочность работы каретки.
Диагностику надо вести сообразно указаниям технических паспортов и инструкций.


Видео:Настройка форматникаСкачать

Особенности эксплуатации
При обработке заготовок следует исключить любые люфты, иначе это может привести к искривлению резов. Станки монтируют при помощи уровней и строительных правил. Обнаружив перепады высоты либо уклон, пол заливают стяжкой. Местное выравнивание совершенно недопустимо. Любые подкладки могут привести только к дополнительным проблемам.
Надо заранее выяснить, сколько нужно места для форматно-раскроечного станка. Далее следует запустить привод максимально тщательно. Сначала аппарат должен работать в холостом режиме. Проверка идет с использованием ненужных обрезков.
Видео:Мини форматно раскроечный станок.Скачать

Как выбрать форматно-раскроечный станок для производства

Видео:Форматно - раскроечный станокСкачать

Содержание:
 Форматно-раскроечными станками оснащаются все мебельные фабрики и многие заготовительные предприятия, так как их успех напрямую зависит от применяемой техники. Этот вид оборудования эффективнее и быстрее самых различных пил справляется как с раскроем больших листов (до 3 м длиной) таких материалов, как дерево, ДСП, фанера, МДФ, пластик и композит, так и с подрезанием небольших реек в размер. Каждый станок имеет в своей конструкции прочную станину с пильным узлом, подвижные и поддерживающие столы и различные упоры и линейки. Основные различия заключаются в некоторых технических характеристиках, особенностях и рекомендациях производителей. На них и нужно ориентироваться, чтобы сделать правильный выбор форматно-раскроечного станка.
Форматно-раскроечными станками оснащаются все мебельные фабрики и многие заготовительные предприятия, так как их успех напрямую зависит от применяемой техники. Этот вид оборудования эффективнее и быстрее самых различных пил справляется как с раскроем больших листов (до 3 м длиной) таких материалов, как дерево, ДСП, фанера, МДФ, пластик и композит, так и с подрезанием небольших реек в размер. Каждый станок имеет в своей конструкции прочную станину с пильным узлом, подвижные и поддерживающие столы и различные упоры и линейки. Основные различия заключаются в некоторых технических характеристиках, особенностях и рекомендациях производителей. На них и нужно ориентироваться, чтобы сделать правильный выбор форматно-раскроечного станка.
Видео:Тест и настройка форматникаСкачать

Внимание на назначение и конструкцию
Основное различие между техникой заключается в рекомендованном времени работы, учитывая это, все станки можно поделить на три группы.
- Использование в течение 5 часов в день — устройства «эконом-класса». Это самые доступные по цене станки, которые отличаются простотой конструкции и комплектации.
- Применение на протяжении полной рабочей смены (8-10 часов) – стандартное оборудование «бизнес-класса». Оно имеет такие принадлежности, как пильные диски, прижимы, дополнительные упоры и линейки, опоры для обработки длинных деталей и прочее.
- Эксплуатация две рабочие смены подряд (16-20 часов) – промышленные станки, рассчитанные на высокие постоянные нагрузки и имеющие всевозможные дополнительные опции и принадлежности: дополнительные рамы, струбцины, линейки, стружкоотсос и т.д.
Следующее, что нужно учесть, чтобы выбрать форматно-раскроечный станок — это размеры и особенности основных элементов его конструкции.
Столы. В данном случае нужно определиться, какие детали Вы будете распиливать? Если это крупногабаритные и длинные плиты, доски и т.п., то наиболее удобным будет стол большого размера и несколькими дополнительными выдвижными частями. Если же, наоборот, заготовки небольшие, то многое будет зависеть от ширины стола (расстояния от пильного диска до бокового упора). Чем она будет меньше, тем удобнее будет работать.
Каретка. Встречаются две ее разновидности. Первая – шариковая. Она перемещается на шарикоподшипниках и удобна тем, что самоочищается, отводя пыль и стружку в сторону. Поэтому допускается смазывание направляющих, что защищает их от коррозии. Из-за чего применяется в станках первой и второй группы. Другая разновидность – роликовая. Более дорогая, но и более износостойкая, часто используется в станках второй и третьей группы. Применять смазку для неё не рекомендуется, так как такая каретка подминает под ролики пыль и стружку.
Специалисты советуют обратить внимание на оборудование, в котором каретка выполнена из алюминия (Jet JTSS-1700 10000045T, Proma PKS-315F 25022001), она легче по весу и удобнее в использовании, так как оператору не придется прикладывать лишних усилий для её движения.
Упоры и линейки. Являются направляющими во время распилов, поэтому очень важно, чтобы они были надежными и легко перемещались. Боковой упор является основным, фронтальный – вспомогательным (установлен на подвижном столе для косых резов). Иногда в комплект входит дополнительная линейка для пиления под углом, которая позволяет без разметки и без использования линейки фронтального упора получить необходимый угол пропила, обратите на это внимание, если Вам придется часто выполнять косые или угловые резы.
Видео:Вертикальные форматно -раскроечные станки www.slav-dvor.ruСкачать

Внимание на технические характеристики
Максимальная длина пропила. Определяет, какие по длине детали Вы сможете обрабатывать. Одним из наиболее востребованных в мебельном производстве является значение 3000-3200 мм (HighPoint STS 3200). Так как это максимальный стандартный размер корпусной мебели и соответственно плит МДФ, ДВП и ДСП. Но если распиливают небольшие детали, то намного удобнее купить устройство с меньшей длиной пропила, так как оно помимо прочего имеет более компактные размеры. У нас Вы найдете станки с максимальной длиной пропила от 1470 мм.
Мощность. От данного параметра зависит производительность техники и материал, который можно резать. Станки с мощностью 3,7-4 кВт подходят для обработки мягкого дерева и ДСП. Устройство на 5 кВт и более требуется для распиливания пакетов и твердых материалов (пластик, твердые породы древесины, фанера и прочее).
 Максимальная глубина пропила. Указываются 2 значения — при вертикальном положении оснастки (90°), и при наклонном (45°). Последнее приблизительно на 1/3 меньше второго. Как правило, для мебельного производства хватает 100 мм, большее значение требуется при пакетном раскрое или при резании массива.
Максимальная глубина пропила. Указываются 2 значения — при вертикальном положении оснастки (90°), и при наклонном (45°). Последнее приблизительно на 1/3 меньше второго. Как правило, для мебельного производства хватает 100 мм, большее значение требуется при пакетном раскрое или при резании массива.
Частота вращения. В данном случае важно не столько значение, сколько возможность регулировки. Для эффективной работы с различными материалами необходимо 3-4 ступени (HighPoint STS 3200). Так Вы сможете резать как массив, так и тонкие листы фанеры. Чем материал будет толще и/или тверже, тем меньшее значение данной характеристики рекомендуется.
Масса. Точность многих станков зависит от того, насколько жесткой является система. А жесткость в свою очередь определяет вес оборудования. Форматно-раскроечные станки не являются исключением. Чем тяжелее будет устройство, тем меньше вибраций будет возникать при работе, а значит – тем точнее будет распил. Это может быть очень важно при мебельном производстве для изготовления небольших деталей.
Финальным моментом выбора будет марка станка. В нашем интернет-магазине представлены устройства таких мировых производителей, как JET, Brassa, HighPoint и PROMA. Каждый из них гарантирует качество своей продукции и предоставляет гарантийный ремонт. Вы всегда сможете обратиться в сервис любой из компаний и получить квалифицированную помощь в устранении неполадок, не переживая, что придется долго ждать из-за отсутствия подходящих деталей.
Итак, как видите, ответ на вопрос — как выбрать форматно-раскроечный станок и правда прост. Например, если необходимо производительное оборудование на крупное производство с высокими нагрузками и многоплановыми работами – возьмите стандартное или промышленное с регулировкой частоты вращения и большой длиной пропила. Необходимо устройство для периодического использования в небольшой мастерской для обработки ДСП – подойдет бюджетный вариант в виде модели «эконом-класса» с мощностью 4 кВт. Если Вас интересуют особенности какого-либо станка или Вы сомневаетесь в выборе – позвоните нашим менеджерам, они Вам обязательно помогут.
💥 Видео
Распаковка и сборка Форматно-раскроечного станка WoodTec K 45 САРСкачать

Форматно раскроечный станок FL-3200LСкачать

День 2 Форматник китайский. Переделка и регулировка.Скачать
