- ОПРЕДЕЛЕНИЕ ПЛОЩАДИ НАПЛАВКИ И ЧИСЛА ПРОХОДОВ
- 5. расчет параметров режима и технико-экономических показателей технологического процесса сварки
- Главная > Документ
- 5. РАСЧЕТ ПАРАМЕТРОВ РЕЖИМА И ТЕХНИКО-ЭКОНОМИЧЕСКИХ ПОКАЗАТЕЛЕЙ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВАРКИ
- 5.1. Ручная дуговая сварка (наплавка).
- 5.2. Полуавтоматическая сварка (наплавка) в углекислом газе проволокой сплошного сечения.
- 5.3. Автоматическая сварка (наплавка) под флюсом проволокой сплошного сечения.
- 5.4. Полуавтоматическая сварка (наплавка) порошковой самозащитной проволокой.
- ПРИЛОЖЕНИЕ 1
- ЗНАЧЕНИЕ ТВЕРДОСТИ НАПЛАВЛЕННОГО МЕТАЛЛА И РЕКОМЕНДАЦИИ ПО ВЫБОРУ МАРКИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ
- Расчёт количества наплавленного металла, расхода сварочных материалов, электроэнергии .
- Расчет наплавленного металла при сварке
- Формула для вычисления веса расплавленной присадки
- Расчет веса наплавленной присадки при длине шва 1м
- Содержание:
- Особенности сваривания различных деталей
- Основные формулы для расчета нормы расходов сварочных материалов.
- Расчет массы наплавленного металла
- Как рассчитать расход сварочной проволоки.
- Погрешности, возникающие при расчетах
- Расчет расходов защитного газа.
- Расход электродов, нормы, таблицы, как рассчитать
- Параметры, влияющие на расход
- Теоретический и практический расчеты
- Технические характеристики электродов
- Химический состав металла
- Химический состав покрытия электродов
- Коэффициент наплавки при ручной дуговой сварке
- Диаметр
- Температура прокалки
- Масса наплавленного металла при сварке
- Временное сопротивление разрыву
- Ударная вязкость электродов
- Относительное удлинение
- Материал стержня электрода
- Плотность
- Количество электродов в 1 кг
- Зачем необходимо знать точное количество электродов?
- Как посчитать расход электродов на тонну металла
- Общая информация
- Расчет электродов на 1 метр шва: онлайн и самостоятельно
- Расход электродов при сварке труб
Видео:Наплавляемая мягкая кровля. Часть 1. Инструмент, материал, технологияСкачать

ОПРЕДЕЛЕНИЕ ПЛОЩАДИ НАПЛАВКИ И ЧИСЛА ПРОХОДОВ
Инженерная школа
Кафедра сварочного производства
Технологические основы сварки
Плавлением и давлением
методические указания к выполнению курсовой работы
для студентов направления 150700.62 Машиностроение
профиль «Оборудование и технология сварочного производства»
к.т.н. Воробьев А.Ю.
Владивосток
СОДЕРЖАНИЕ
| Общие сведения | |
| 1. | Содержание задания |
| 2. | Варианты задания |
| 3. | Определение площади наплавки и числа проходов |
| 4. | Расчёт параметров режима сварки |
| 5. | Оценка геометрии сварного шва |
| 6. | Оборудование для различных способов сварки |
| 7. | Рекомендации по подогреву и термообработке после сварки |
| Приложение | |
| Список рекомендуемой литературы |
ОБЩИЕ СВЕДЕНИЯ
Курс «Технологические основы сварки плавлением и давлением» является одним из основных при подготовке бакалавров по направлению 150700.62 Машиностроение профиль «Оборудование и технология сварочного производства». Согласно требованиям квалификационной характеристики, специалист в области сварочного производства, должен владеть сварочными технологическими процессами. При организации производства любых металлоконструкций должен уметь назначить технологию получения неразъемного соединения металла определенной толщины различными способами сварки, уметь назначать разделку согласно ГОСТов и подбирать необходимое сварочное оборудование и режимы сварки.
СОДЕРЖАНИЕ ЗАДАНИЯ
Согласно заданию задаётся определенная сталь заданной толщины (например, 09Г2С, S=60 мм), тип соединения и ограничение на сварку (доступ к шву, кантовка изделия и т.д.).
Необходимо разработать три технологических процесса сварки:
— сварка под флюсом;
— сварка в защитных газах.
Задание выполняется в следующем порядке.
1. Для данной толщины основного металла (S) и способа сварки определить тип соединения (C1,T3 и т.д.) согласно ГОСТ (например, ГОСТ 14771-76). Дуговая сварка в защитном газе. Соединения сварные.
2. Согласно ГОСТ назначить зазоры, разделку и подготовку кромок под сварку.
3. Определить размеры сварных швов (e1,g1,e2,g2).
4. Определить площадь наплавки FH, рассчитать число слоев и проходов, необходимых для выполнения разделки. Назначить раскладку проходов.
5. Рассчитать необходимые параметры режима сварки каждого прохода.
6. Подобрать необходимые сварочные материалы (электроды, электродные проволоки, флюсы, газы и т.д.).
7. Назначить требуемое сварочное оборудование и оснастку для компоновки сварочного поста.
8. При необходимости назначить подогрев при сварке или послесварочную термообработку.
9. Произвести анализ полученных результатов.
Примечание: при выполнении задания необходимо учесть дополнительные условия, доступ к шву и т.д.
ВАРИАНТ ЗАДАНИЯ
Конкретное задание каждому студенту выдается преподавателем.
| № варианта | Марка стали | Вид деталей | s, мм | d, мм | Тип соединения | Вид соединения | Пространственное положение при сварке |
| Ст3пс | Л | – | дс (бз) | С | В1 | ||
| Ст3сп | Т | ос (бп) | С | В1 | |||
| 09Г2 | Л | – | ос (бп) | Т | П2 | ||
| 15ХСНД | Л | – | дс (бз) | Т | Н2 | ||
| 12Х1МФ | Т | ос (бп) | С | Н45 | |||
| Л | – | дс (зк) | С | П1 | |||
| Т | ос (бп) | С | В1 | ||||
| 20К | Т | ос (бп) | С | Г | |||
| Л | – | дс (бз) | С | В1 | |||
| 10ХСНД | Л | – | дс (зк) | С | П1 | ||
| 09Г2ФБ | Л | – | дс (бз) | Т | П2 | ||
| 17Г1С | Т | ос (бп) | С | Н1 | |||
| 12Г2СБ | Т | ос (бп) | С | Н45 | |||
| 30ХГСА | Т | ос (бп) | С | В1 | |||
| 15Х1М1Ф | Т | ос (бп) | С | Н45 | |||
| 12ХМ | Т | ос (бп) | С | Г | |||
| 10ХН1М | Л | – | дс (зк) | С | Г | ||
| 09ГБЮ-У | Л | – | дс (бз) | Т | Н2 | ||
| 13Г1СБ | Л | – | дс (зк) | С | В1 | ||
| 12ХН2 | Т | ос (бп) | С | Н45 |
ОПРЕДЕЛЕНИЕ ПЛОЩАДИ НАПЛАВКИ И ЧИСЛА ПРОХОДОВ
При определении площади наплавки Fн учитываются разделка, которая характеризуется зазором а, притуплением с, углом скоса кромки β и углом разделки α, радиусом R, высота усиления h, ширина шва в.
При назначении числа проходов учитывают, что корень шва необходимо проваривать на малых токах:
где dэл – диаметр электрода (при наличии притупления диаметр электрода выбирают минимальным – 3мм).
Последующие проходы выполняют с большим поперечным сечением
Общее количество проходов можно найти так: n=(Fн-F1)/Fn+1
Затем назначается схема заполнения разделки (рис. 1).
Рис. 1. Схема заполнения разделки
4. РАСЧЁТ ПАРАМЕТРОВ РЕЖИМА СВАРКИ
Видео:Самая бюджетная крыша с наплавляемой кровлей своими руками. Карнизы, утеплитель, стяжка, стекломаст.Скачать

5. расчет параметров режима и технико-экономических показателей технологического процесса сварки
Главная > Документ
| Информация о документе | |
| Дата добавления: | |
| Размер: | |
| Доступные форматы для скачивания: |
Видео:Дом с плоской крышей | пайка мембраны у воронкиСкачать

5. РАСЧЕТ ПАРАМЕТРОВ РЕЖИМА И ТЕХНИКО-ЭКОНОМИЧЕСКИХ ПОКАЗАТЕЛЕЙ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА СВАРКИ
5.1. Ручная дуговая сварка (наплавка).
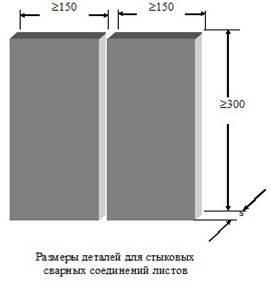
При ручной дуговой сварке угол разделки шва, образованный двумя состыкованными кромками (рис. 1,д), составляет 55±3° (при этом зазор b 3 и притупление кромок h п для листов толщиной δ>3 мм изменяются в пределах 0 – 3 мм). Такую подготовку кромок применяют при сварке листов толщиной до 18 – 20 мм. При большей толщине свариваемых элементов целесообразнее применять двухстороннюю Х-образную разделку кромок (рис. 1,е) с углами скоса также 55±3°. Сварку листов толщиной до 3 мм выполняют без скоса кромок (так называемая I-образная разделка) – рис. 1,а. Зазор между свариваемыми листами — 0 – 2 мм.
Тонкие швы (стыковые при толщине листов до 6 – 8 мм, а угловые при катете шва до 6 – 8 мм) сваривают, как правило, за один проход (слой). При выполнении более толстых стыковых и угловых швов сварку (заполнение разделки шва) ведут за несколько проходов (слоев) – рис. 1 д. При этом сварку всех проходов стремятся выполнить при одних и тех же параметрах режима. Исключением является первый проход, который рекомендуется выполнять электродами диаметром 3 – 4 мм (применение электродов большего диаметра затрудняет проплавление корня шва).
Сечение первого слоя (прохода) не должно превышать 30 – 35 мм 2 и может быть определено по формуле
F 1 =(6 – 8) d э , (4)
а последующих слоев (проходов) – по формуле
F с =(8 – 12) d э , (5)
Общее число слоев (проходов),включая первый, (сварка корня шва),
n = ((F н — F 1 )/F c ) + 1, (6)
где F н — общая площадь наплавленного металла (шва).
При ручной дуговой сварке к параметрам режима сварки относятся: диаметр электрода, сила сварочного тока, скорость перемещения электрода вдоль шва (скорость сварки), род тока, его полярность и др.


Диаметр электрода выбирается в зависимости от толщины свариваемых элементов, типа сварного соединения и положения шва в пространстве. Для выбора диаметра электрода можно использовать ориентировочные данные:

При выборе типа и марки электрода необходимо исходить прежде всего из требований, предъявляемых к качеству сварных швов или наплавки.
В настоящее время для сварки широко применяются высокопроизводительные электроды, в том числе содержащие в составе обмазки железный порошок. В табл. 4 приведены данные о некоторых марках электродов, в том числе и высокопроизводительных.
Характеристики сварочных и наплавочных электродов

При выборе электродов рекомендуется ознакомиться с ГОСТ 9466 – 75 (классификация, общие технические требования, размеры, правила приема, методы испытания и др.), ГОСТ 9467 – 75 (электроды для сварки углеродистых, низколегированных и легированных конструкционных и теплоустойчивых сталей), ГОСТ 10052 – 75 (электроды для сварки высоколегированных сталей с особыми свойствами: коррозионно-, жаропрочные и др.), ГОСТ 10051 – 75 (электроды для наплавки слоев с особыми свойствами: износостойкие, коррозионностойкие и др.).
Для оценки производительности электродов необходимо сравнивать значения коэффициента наплавки α н . Из группы электродов, обеспечивающих заданные механические свойства металла шва или наплавки, следует выбрать те, которые имеют более высокий коэффициент наплавки и, следовательно, обеспечивают при прочих равных условиях большую производительность.
Обозначение типов сварочных электродов расшифровывается так: Э – электрод; цифры, стоящие за буквой – гарантированное значение предела прочности σ в , кгс/мм 2 .
В наплавочных электродах следующие за буквой Э цифры и буквы показывают среднее содержание углерода и легирующих элементов в наплавленном металле. В марках электродов цифры указывают твердость НВ. Например, металл, наплавленный электродами типа Э12Г4 (марка ОЗН-350У), содержит в среднем 0,12 % С и 4,0 % Мn; твердость его равна 350 НВ.
Силу сварочного тока выбирают на основании рекомендаций, помещенных в паспортах электродов и справочных таблицах, или рассчитывают по эмпирическим формулам.
При ручной дуговой сварке стальными электродами диаметром 1 – 6 мм можно пользоваться формулой
где К — коэффициент, равный 25 – 60;
d э — диаметр электрода, мм.
Коэффициент К в зависимости от диаметра электрода d э принимается равным:

Силу сварочного тока, рассчитанную по этой формуле, следует скорректировать с учетом толщины свариваемых элементов, типа соединения и положения сварки в пространстве. Так, если толщина листов S >= 3 d э , то значение I св следует увеличить на 10—15%. Если же S э , то сварочный ток уменьшают на 10—15%. При сварке угловых швов и наплавке значения I св должно быть повышено на 10 – 15%. Если сварка производится в вертикальном или потолочном положении, значение сварочного тока должно быть уменьшено на 10 – 15%.
Выбирая род тока, следует учитывать экономические и эксплуатационные преимущества переменного тока перед постоянным. Однако могут быть положения, при которых использование переменного тока не допускается или не рекомендуется, например при сварке электродами УОНИ-13. Так, характер наплавочных работ обусловливает необходимость получения слоя наплавленного металла за счет возможно большего количества электродного металла при минимальной глубине проплавления основного металла. Поэтому для наплавочных работ следует предпочесть постоянный ток и вести наплавку на той полярности, на которой электродный металл плавится быстрее.
Для ориентировочного определения длины дуги l д , мм, можно пользоваться формулой
l д = (0,5 – 1,1) d э , (8)
где d э – диаметр электрода, мм.
Длина дуги влияет на качество наплавленного металла и геометрическую форму шва. При длинной дуге ухудшается защита сварочной ванны и металл шва интенсивно насыщается кислородом и азотом воздуха. С увеличением длины дуги увеличивается разбрызгивание металла и в шве могут появиться поры.
Для определения напряжения дуги U д используют справочные данные или рекомендации сертификатов, которыми сопровождается каждая марка электрода (в технологической документации U д не регламентируется).
Для большинства марок электродных покрытий, используемых при сварке углеродистых и легированных конструкционных сталей, напряжение дуги U д = 22 – 28 В.
Расчет скорости сварки (скорость перемещения электрода при укладке одного слоя валика многослойного шва), м/ч, производится по формуле
V св = α н I св /100F н(с) ρ, (9)
где α н – коэффициент наплавки, г/(А ч);
F н(c) – площадь поперечного сечения шва F н при однопроходной сварке (или одного слоя валика F н(c) при многослойном шве), см 2 ;
ρ – плотность металла электрода, г/см3, для стали ρ = 7,8 г/см3.
Коэффициент наплавки α н выбирается в зависимости от марки электрода по табл. 4.
Масса наплавленного металла определяется по справочнику или рассчитывается по формуле
где F н – площадь наплавки (поперечное сечение разделки шва, включая его усиление), см 2 ; L — длина шва, см;
Расчет G н при наплавочных работах производится по формуле
G н = F пн Нρ, (11)
где F нп – площадь наплавляемой поверхности, см 2 ; Н – требуемая высота наплавляемого слоя, см.
При наплавке нужно обязательно предусмотреть припуск на последующую механическую обработку наплавленных поверхностей в пределах до 2 мм.
t = G н /α н I св , (12)
Приближенно полное время сварки Т, ч, можно определить по формуле
где t – время горения дуги, ч;
К п – коэффициент использования сварочного поста, который можно принять для ручной сварки 0,5 – 0,55, а для механизированных способов сварки и наплавки – 0,6 –0,7.
Расход электродов для ручной сварки и наплавки можно определить, воспользовавшись данными, помещенными в табл. 4.
Расход электроэнергии А, кВт-ч, на сварку заданной детали можно найти, установив по справочным материалам расход электроэнергии на 1 кг наплавленного металла. Более точно его можно рассчитать по формуле

где U д – напряжение дуги, В (при сварке покрытыми электродами принять 22 – 28 В);
η – КПД источника тока;
ω 0 – мощность, расходуемая источником тока при работе на холостом ходу, кВт;
t и Т – соответственно время горения дуги и полное время сварки, ч.
Данные для определения значений ? и ?0 помещены в табл. 5.

Выбор основного сварочного оборудования, к которому относятся источники тока, питающие дугу, полуавтоматы и автоматы, может быть произведен после определения параметров режима сварки (наплавки) по прил. 2 и 3, содержащему выдержки из каталогов. При этом надо исходить из условия использования мощности оборудования с наибольшим эффектом. Так, при необходимости производить сварку на токе I св = 250 А не следует использовать трансформатор ТС-500, дающий номинальный ток Iсв = 500 А.
Выбирая метод контроля, следует учитывать, что многие детали и узлы подвижного состава работают в сложных условиях, испытывая ударные и знакопеременные нагрузки. Выбранный метод должен обеспечивать возможность выявления скрытых дефектов (трещин, непроваров и др.) весьма опасных с точки зрения концентрации напряжений. Кроме того, он должен отличаться точностью оценки качества, простотой, экономичностью и безопасностью.
Во избежание многократных повторных ремонтов следует предусматривать оценку износостойкости наплавленного слоя, величину которой в первую очередь определяет его твердость. Для определения твердости наплавленного металла на крупных деталях могут быть использованы переносные приборы Польди и Шора.
5.2. Полуавтоматическая сварка (наплавка) в углекислом газе проволокой сплошного сечения.
При сварке в углекислом газе применяют следующие виды подготовки кромок свариваемых элементов:
1) при толщине листов 1 – 2 мм – I-образную (без скоса кромок), зазор в стыке 0 – 1 мм, сварка односторонняя, см. рис. 1,а;
2) при толщине листов 3 – 12 мм – I-образную, зазор в стыке 0 – 1,5 мм, сварка двухсторонняя, см. рис. 1,в;
3) при толщине листов 14 – 24 мм — V-образная, под углом 40±5°, притупление кромок 2 – 3 мм, зазор в стыке 0 – 1,5 мм; сварка многопроходная с подваркой корня шва, см. рис. 1,г.
В основу выбора диаметра электродной проволоки положены те же принципы, что и при выборе диаметра электрода при ручной дуговой сварке:

Сварка в углекислом газе выполняется легированной проволокой сплошного сечения (чаще всего кремнемарганцовистой: Св-08ГС, Св-10Г2С и др.).
Расчет сварочного тока, А при сварке проволокой сплошного сечения производится по формуле

где а – плотность тока в электродной проволоке, А/мм 2 (при сварке в СО 2 а = 110 – 130 А/мм 2 );
d э – диаметр электродной проволоки, мм.
Механизированные способы сварки позволяют использовать значительно большие плотности тока по сравнению с ручной сваркой. Это объясняется меньшей длиной вылета электрода.
Процесс сварки в углекислом газе на постоянном токе прямой полярности отличается меньшей глубиной проплавления основного металла, но при этом заметно снижается устойчивость дуги и возрастает склонность наплавленного металла к образованию пор. Поэтому наплавку в углекислом газе предпочтительно вести на обратной полярности.
Напряжение дуги и расход углекислого газа выбираются в зависимости от силы сварочного тока:

При сварке на токах 200 – 250 А длина дуги должна находиться в пределах 1,5 – 4,0 мм. С повышением скорости сварки расход С0 2 увеличивается для улучшения защиты сварочной ванны. Вылет электродной проволоки составляет 84 – 15 мм (уменьшается с повышением силы сварочного тока).
Скорость подачи электродной проволоки V пр , м/ч, выбирается по справочным материалам или рассчитывается по формуле:

где α р – коэффициент расплавления проволоки, г/(А-ч);
Для сварки в углекислом газе значение α р может быть рассчитано по формуле:

Скорость полуавтоматической сварки или скорость перемещения электрода при укладке отдельного слоя (валика) многослойного шва, см/с, определяется по формуле (9). При этом

где ψ – коэффициент потерь металла на угар и разбрызгивание. При сварке в СО 2 ψ = 0,10 – 0,15. При наплавке скорость перемещения дуги при укладке отдельного валика можно рассчитать по формуле (9), если принять площадь поперечного сечения валика F н(c) =0,3 – 0,7 см 2 .
Массу наплавленного металла, время горения дуги и время сварки – по формулам (10 – 13); при этом К п принимается равным 0,6 – 0,7.
Расход электродной проволоки сплошного сечения Q пр , кг можно рассчитать по формуле
Q пр = G н (ψ+ 1), (19)
Расход электроэнергии — см. формулу (14); выбор оборудования – прил. 1, 2.
5.3. Автоматическая сварка (наплавка) под флюсом проволокой сплошного сечения.
При автоматической сварке под флюсом чаще всего применяют следующие виды подготовки кромок:
1) I-образная (без скоса кромок) – применяют при однопроходной и двухпроходной сварке. При однопроходной сварке чаще всего сварку выполняют на остающейся стальной подкладке (рис. 1, б) или по ручной подварке при соединении листов толщиной до 10 – 12 мм. Зазор bз между кромками 2 – 3 мм. При двухпроходной сварке листов толщиной 14 – 60 мм сварку ведут по зазору bз между кромками 3 – 11 мм, который увеличивается с толщиной свариваемых листов.
2) V-образная со скосом кромок под углом 60±5° (рис. 1, г) применяется для листов толщиной 14 – 30 мм. Сварка выполняется по ручной подварке. Притупление кромок и зазор между ними 0 – 3 мм.
3) Х-образная со скосом кромок под углом 60±5° (рис. 1, е) применяется для листов толщиной 20 – 60 мм и более.
Для сварки стали применяют сварочную проволоку по ГОСТ 2246-70 (Св08, Св08ГА, Св10Г2, Св08ГС, Св18ХГС, Св08ХМ, Св08ХГ2С, Св08ХНМ).
Для наплавки применяют наплавочную проволоку по ГОСТ 10543-75. Значения твердости металла, наплавленного некоторыми марками проволоки, см. в прил. 1.
Расчет силы сварочного тока см. формулу (15).
Плотность тока при автоматической сварке под флюсом изменяется в достаточно широком диапазоне (табл. 6). Рекомендуется при сварке для более глубокого проплавления использовать высокие значения плотности тока в электродной проволоке (α>= 40 – 50 А/мм2), а при наплавке для снижения глубины проплавления – невысокие значения (α р =10 – 12 г/(А-ч).
Расчет скорости сварки V св (скорости перемещения электродной проволоки при укладке отдельного валика многопроходного шва), см. формулу (9). При этом принять для расчета α н значение ψ = 0,02 – 0,03, см. формулу (18).
Расчет скорости сварки-наплавки (перемещения электрода при укладке одного слоя валика) – см. формулу (9).
При наплавке скорость сварки при укладке отдельного валика можно рассчитать, если принять площадь поперечного сечения одного валика, укладываемого за один проход F н(c) – 0,3 – 0,7 см 2 .
Марка флюса выбирается в зависимости от химического состава основного металла и требований, предъявляемых к свойствам наплавленного металла. Наиболее часто употребляются флюсы АН-348А или ОСЦ-45 в сочетании с проволокой марки Св08А.
Толщина слоя флюса зависит от силы сварочного тока:

Расчет массы наплавленного металла, время горения дуги и время на сварку см. формулы (10 – 13), при этом Кп =0,6 – 0,7.
Расчет расхода проволоки сплошного сечения, см. формулу (19), расчет расхода электроэнергии, см. формулу (27), выбор оборудования, см. прил. 2, выбор метода контроля, см. с. 38.
5.4. Полуавтоматическая сварка (наплавка) порошковой самозащитной проволокой.
Для механизированной сварки открытой дугой без дополнительной защиты зоны сварки применяют специальные порошковые проволоки. Наиболее широкое применение в нашей стране нашли проволоки марок ПП-АН1 и ПП-АН3. Проволоки обеих марок обладают хорошими сварочно-технологическими свойствами, минимальной токсичностью газов и пыли, обеспечивают малое разбрызгивание металла, хорошее формирование шва и отделение шлаковой корки. Коэффициент наплавки проволоки ПП-АН1 α н =12 – 13 г/(А-ч), ПП-АНЗ – α н = 13 – 17 г/(А-ч).
Металл швов, выполненных проволокой ПП-АН1, по качеству соответствует металлу, наплавленному электродами типа Э46, а проволокой ПП-АНЗ – электродами типа Э50. Сварку рекомендуется производить на постоянном токе обратной полярности. Режимы сварки самозащитными порошковыми проволоками приведены в табл. 7. Подготовка кромок под сварку выполняется так же, как и при сварке в С0 2 (см. с. 40).
Режимы сварки самозащитными порошковыми проволоками

Для предприятий железнодорожного транспорта отделением сварки ВНИИЖТ разработаны наплавочные порошковые проволоки марок ПП-ТН250 и ПП-ТН350 (цифры указывают среднее значение твердости НВ наплавленного металла). Они обладают хорошими сварочно-технологическими свойствами и обеспечивают небольшое разбрызгивание. Потери на угар и разбрызгивание ψ = 0,08 – 0,1. Режимы наплавки порошковыми самозащитными проволоками ПП-ТН250 и ПП-ТН350 диаметром d э = 3 мм помещены в табл. 8.
Сварочный ток, напряжение дуги, скорость подачи проволоки, вылет электродной проволоки принимать по табл. 7 и 8.
Выбирая род тока (см. рекомендации на с. 36), следует учитывать, что наплавку порошковыми проволоками рекомендуется производить на постоянном токе обратной полярности.
Режимы наплавки проволоками ПП-ТН250 и ПП-ТН350

Расчет скорости полуавтоматической сварки (наплавки) электродной проволоки при укладке отдельного валика при многослойной сварке (наплавке) выполняется по формуле (9).
Расчет массы наплавленного металла, времени горения дуги, времени сварки, см. формулы (10 – 13), при этом К п = 0,6 – 0,7.
Расход порошковой проволоки рассчитывается путем умножения массы наплавленного металла на коэффициент расхода, представляющий расход проволоки в кг на один кг наплавленного металла:
Марки порошковой проволоки имеют коэффициенты расхода:

Расчет расхода электроэнергии, см. формулу (14), выбор оборудования, см. прил. 2 – 3, выбор метода контроля, см. с. 38.
ПРИЛОЖЕНИЕ 1
ЗНАЧЕНИЕ ТВЕРДОСТИ НАПЛАВЛЕННОГО МЕТАЛЛА И РЕКОМЕНДАЦИИ ПО ВЫБОРУ МАРКИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ

Примечание. При выборе марки проволоки для износостойкой наплавки необходимо исходить из требуемой твердости наплавленного металла и условий работы детали (прежде всею вида нагрузки — статическая, знакопеременная, ударная).
Видео:Советы по монтажу наплавляемой кровли. Часть 1Скачать

Расчёт количества наплавленного металла, расхода сварочных материалов, электроэнергии .
На промышленных предприятиях при нормировании рабочего времени, расчетах оптимальных объемов запасов расходных материалов, себестоимости работ вычисляется количество наплавленного в процессе сварочных работ материала. Величина этого показателя зависит от класса сварки, вида материала, его толщины, вида и толщины проволоки (электрода), требований к параметрам сварного соединения. Масса наплавленного металла при сварке находится в тесной связи с нормами расхода электродов и проволоки.

Видео:Наплавляемая кровля Черепица без гвоздей Гараж мечты Крыша СТРОИМ ДЛЯ СЕБЯСкачать

Расчет наплавленного металла при сварке
Наплавленным металлом называется присадочный материал, который наплавляется на основной материал или вводится в ванну. Этот термин применяется при использовании термических видов сварочного оборудования в промышленности. Для автоматических и полуавтоматических аппаратов приобретается проволока различных видов, различающаяся по конструкции стержня и составу, наличию/отсутствию легирующих компонентов.
Существует 3 группы стальной проволоки:
- с большим объемом легирующих составляющих;
- с минимальным объемом легирующих составляющих;
- с углеродом, титаном, хромом, никелем, кремнием, марганцем.
Каждая группа, исходя из состава, делится на множество подгрупп.
По конструкции стальная проволока может быть:
- сплошная;
- порошковая (в виде трубки);
- активированная (5-7% порошка в виде фитилей в сплошной конструкции).
Доступны алюминиевые и медные проволоки, порошковые присадки. Для каждого метода сварки предусмотрен свой вид присадки и нормы ее расхода, которые разработаны, базируясь на многолетний опыт.
Расчет массы наплавленного металла чаще всего применяется при определении времени, необходимого для осуществления какого-то объема работы: изготовления изделия, создания метра сварного соединения. Хотя удобнее всего выражать время в минутах, необходимых для создания метра шва, иногда используются минуты для наплавления килограмма присадки.
Количество наваренного на поверхность или введенного в ванну присадочного материала тесно связано с нормативами, разработанными для расхода проволоки. Если знать, сколько присадки нужно, чтобы создать метр сварного соединения, и сколько таких соединений запланировано создать за определенный период времени, то легко определить вес запасов проволоки. При вычислениях необходимо учесть характеристики присадки и объем отходов.
Видео:Наплавляемая мягкая кровля. Часть 2. Как греть материалСкачать

Формула для вычисления веса расплавленной присадки
Формула для расчета веса наплавленного металла на метр сварного соединения:
L(м 2 ) – площадь поперечного сечения;
q(г/м 3 ) – удельный вес присадки (7700-7900 – сталь, 2640-2700 – алюминий, 8200-9100 медь и сплавы);
T=1, если рассчитывает расход на метр.
Эта формула верна, если сварка производится при расположении основного материала в горизонтальном положении. В других положениях формула дополняется коэффициентом:
- 1,05 – соединение расположено под наклоном, формула:
- 1,1 – соединение расположено вертикально, формула:
- 1,2 – соединение на потолке, формула:
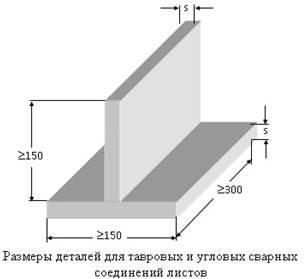
Швы бывают двухсторонние, угловые, тавровые, V-образные, Х-образные (ГОСТ 5264 – 80), поэтому могут возникнуть проблемы при расчете площади поперечного сечения. Если шов соединяет две плоские детали без скоса кромок, то нужно ширину умножить на глубину (толщину свариваемого материала). Если имеется скос более 30 градусов, полученный результат умножается на 0,75. Для угловых и тавровых сочленений результат делится на 2.
Всю площадь можно разделить на несколько простых частей, площадь которых рассчитывается просто. Если соединение Х-образное, вычисляется площадь для каждой стороны, потом результаты суммируются. В интернете доступны таблицы для различных видов швов, позволяющие не заниматься трудными расчетами.
Вес присадки, необходимой для работы в определенный период времени, можно узнать, если к полученному результату прибавить 2-6% (естественные потери). Процентное соотношение зависит от множества факторов:
- состава свариваемого материала;
- диаметра проволоки;
- присутствия/отсутствия и вида газа;
- метода сварки;
Таблица наплавленного металла при сварке
- технических характеристик оборудования.
Как определить массу наплавленного металла при сварке, каждое домашнее хозяйство и предприятие решает самостоятельно.
Видео:Допуски формы и расположения поверхностей. ШероховатостьСкачать

Расчет веса наплавленной присадки при длине шва 1м
Вес наплавляемого металла при сварке метра обычной стали полуавтоматом на горизонтальной поверхности:
Если шов на стене:
Если шов на потолке:
Но получить точный результат при помощи этой формулы или таблицы из интернета нельзя, особенно, если проект большой и важный. Необходимо привлечь специалиста, имеющего лицензированные программы соответствующих ведомств. Помочь могут и организации, занимающиеся проектированием. Похожие программы есть и в интернете, причем скачать их можно совершенно бесплатно.
Читать также: Ледобур с редуктором от болгарки
Программа простая в использовании. После ввода исходных данных в крайнем окошке появляется результат.
Видео:Наплавляемая Кровля Технониколь, Цена Работы или Наплавляемая Кровля Технониколь (Цена за Работу)Скачать

Содержание:
Для определения себестоимости сварных изделий очень важно правильно рассчитать расход материалов при сварочных работах. Кроме того, количество необходимых электродов, сварочной проволоки, флюсов, защитных газов и других расходных материалов необходимо знать и для того, чтобы обеспечить непрерывность рабочего процесса, создав на складе достаточный их запас.
Расчет необходимого количества материалов для сварки ведется на основе существующих норм их потребления при применении того или иного метода сварки.
Норма расхода сварочных материалов – это их количество, необходимое для полного изготовления сварного изделия с учетом всех потерь и отходов. Данная норма включает в себя расход материалов на всех этапах технологического процесса, связанного со сваркой, а именно – во время проведения подготовительных работ (изготовление прихваток), ведения самих сварочных работ, а также возможной последующей правки конструкции.
Для каждого типа сварного шва и каждого метода сварки существуют свои нормативы расхода материалов. Кроме того, при определении количества нужных материалов учитываются и неизбежные при ведении сварки потери, причем существует также определенная норма таких потерь, которая зависит от применяемого метода сварки и ее режима, длины шва и сложности всей сварной конструкции.
Видео:Плоская кровля каркасного дома своими руками. Наплавляемая кровля.Скачать

Особенности сваривания различных деталей
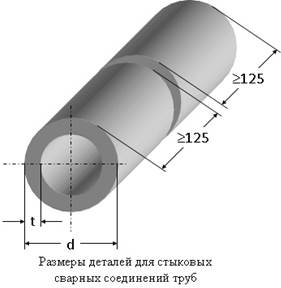
Еще одна характеристика свариваемых деталей, способная повлиять на расход – их форма. Нормы для деталей специфической формы, например труб, отличаются от норм для сваривания обычных листов металла.
Полную информацию о таких нормах необходимо искать в нормативных документах. Их надо обязательно изучить, чтобы иметь представление об общих отличиях.
Не всегда удается выполнить нормы расхода, зачастую условия, в которых производятся сварочные работы, не позволяют выполнить все нормативные условия, но необходимо стараться максимально приблизиться к необходимым показателям.
Видео:Допуски формы и расположения поверхностейСкачать

Основные формулы для расчета нормы расходов сварочных материалов.
Существуют определенная нормативная формула, помогающая рассчитать расход материалов при сварочных работах. Эта формула позволяет понять, сколько сварочных материалов потребуется на один метр шва:
N – норма расхода сварочных материалов на один метр сварного шва
G – масса наплавленного металла сварного шва, длина которого равна 1 метру
K – коэффициент перехода от массы наплавленного металла к расходу материалов для сварки
А для того, чтобы определить массу наплавленного металла на 1 метр сварного шва (G), можно воспользоваться следующей формулой:
F – площадь поперечного сечения сварного шва (в мм 2 )
y – удельная масса металла (г/см 3 )
L – длина сварного шва (она равна 1 метру).
Приведенные выше формулы позволяют рассчитать нормы расхода материалов для сварочного шва в наиболее простом – нижнем положении. Если же сварочные работы ведутся в вертикальном или потолочном положении, то полученный норматив необходимо умножить на поправочный коэффициент, который как раз и учитывает особенности расхода материалов при различных положениях сварного шва:
- для нижнего положения шва этот коэффициент равен 1,00
- при полувертикальном положении шва берется коэффициент 1,05
- при вертикальном (горизонтальном) положении шва коэффициент равен 1,10
- при потолочном положении шва полученная предварительно норма умножается на коэффициент 1,20.
Рассмотрим, на какие особенности следует обращать внимание при определении необходимого количества конкретных сварочных материалов – сварочной проволоки и защитного газа.
Видео:Наплавляемая мягкая кровля своими руками / БЮДЖЕТНЫЙ ремонт крышиСкачать

Расчет массы наплавленного металла
Расчет массы наплавленного металла ведут на один погонный метр длины сварного шва (1 п. м.) или на всю конструкцию, учитывая общую длину сварных швов.
Масса наплавленного металла в сварных соединениях рассчитывается по формуле (11):
– масса наплавленного металла на единицу продукции, гр.;— масса наплавленного металла прихваток, гр.;— масса наплавленного металла сварных швов, гр.;
) — коэффициент, учитывающий долю наплавленного металла прихваток в общей массе наплавленного металла сварных швов;– площадь поперечного сечения шва в ;— плотность металла, для стали ;— общая длина свариваемых швов, м (см. п. 1.1).
Расчет массы наплавленного металла является частью нормирования сборочно-сварочных работ. При расчете по укрупненным показателям масса наплавленного металла выбирается из данных таблицы 2.13.12 (см. ПРИЛОЖЕНИЕ данных методических указаний).
Расчет площади наплавки.
Расчет площади наплавки проводят для ручной, механизированной и автоматической сварки по следующей методике.
Определяется площадь наплавки как сумма площадей элементарных геометрических фигур, составляющих сечение шва выполненного по зазору.
Для стыковых односторонних швов площадь определяется по формуле (12):
— площадь поперечного сечения стыкового шва (площадь наплавки), ;
Видео:Как отремонтировать кровлю с помощью наплавляемого материала Линокром РЕМСкачать

Как рассчитать расход сварочной проволоки.
Для того, чтобы рассчитать количество сварочной проволоки, которое потребуется для изготовления сварной конструкции, необходимо учесть следующие параметры:
- Если применяется полуавтоматический метод сварки, то количество сварочной проволоки зависит от следующих факторов:
- характеристик подвергаемого сварке металла
- диаметра сварочной проволоки
- особенностей и технических характеристик самого сварочного оборудования
- присутствия или отсутствия защитного газа.
- Расчет расхода сварочной проволоки можно произвести, исходя из массы всей сварной конструкции – как правило, максимальное количество проволоки равняется 1,5% массы сварной конструкции.
- Также массу проволоки можно определить, исходя из массы наплавляемого металла. При этом методе расчета учитывается, что требуемая масса проволоки превышает вес наплавляемого металла на 2-6%.
Видео:ПРОСТОЙ СПОСОБ измерения допусков формы и расположения поверхностей детали в производстве!Скачать

Погрешности, возникающие при расчетах
Рассчитать все в точности почти невозможно. В любой ситуации будут небольшие “разногласия” с тем, что планировалось изначально. Практические методы расчета расхода электродов значительно точнее теоретических, однако даже с ними бывает сложно предугадать каким получится стык и как поведет себя материал. Погрешности могут возникать по разным причинам:
Каждый раз, когда вы рассчитываете расход материалов, нужно закладывать в итоговую цифру погрешность. Стандартное значение погрешности составляет примерно 5 — 7%. Если после работ выяснилось, что расход значительно превысил допустимую погрешность, значит при сварке произошли какие-то нарушения процесса.
Даже если количество расходников просчитано максимально точно, нужно иметь небольшой запас, чтобы застраховаться от бракованных стержней.
Видео:Уклон на плоской кровле. Способы, правила, советыСкачать

Расчет расходов защитного газа.
Правильный расчет количества необходимого для ведения сварочных работ защитного газа дает возможность добиться высокого качества и непрерывности сварных работ в среде защитного газа. Количество необходимого газа зависит от того, какой именно металл подвергается сварке:
- для сварки конструкции из алюминия потребуется 15-20 литров защитного газа (аргона) в минуту
- сварка медной конструкции в среде защитных газов потребует 10-12 литров газа в минуту
- для магниевых сплавов потребуется 12-14 литров аргона в минуту
- при сварке сплавов никеля «уйдет» 10-12 литров газа в минуту
- титан и его сплавы требуют более значительного расхода газа при проведении сварочных работ – 35-50 литров в минуту.
А вот для сварки изделий из стали защитный газ расходуется более экономно.
Для того, чтобы не расходовать лишнее количество газа при сварке, баллоны с газом снабжаются специальным регулятором.
В заключение хотелось бы отметить, что правильный расчет расхода материалов для сварочных работ дает возможность не только обеспечить сварщика вовремя всем необходимым, но и сэкономить затраты на производство сварных конструкций, а значит, снизить себестоимость продукции и повысить конкурентоспособность ее на рынке.
Читать также: Сварочные аппараты инверторного что означают типа назначение
Главная страница » О сварке » Расход электродов, нормы, таблицы, как рассчитать
Важной частью любого производственного или строительного процесса является точное и грамотное планирование расхода материалов, которое осуществляется для составления сметы и подсчета финансовых затрат. При возведении металлоконструкций методом сварки важно знать не только расход металла, но и необходимое количество электродов. Правильно выполненный расчет позволит узнать точную себестоимость работ, процесс сваривания будет осуществляться по плану.
Следует отметить, что расчет расхода сварочных электродов является актуальным и востребованным только при строительстве крупных объектов. Большой масштаб работ требует безошибочного определения объема материалов, который и будет заложен в строительную смету. Для этого и было введено понятие «расход электродов на 1 т металлоконструкций».
Видео:Топ 2 ошибки при сварке профильной трубы.Решение здесь!!!Скачать

Расход электродов, нормы, таблицы, как рассчитать
Важной частью любого производственного или строительного процесса является точное и грамотное планирование расхода материалов, которое осуществляется для составления сметы и подсчета финансовых затрат. При возведении металлоконструкций методом сварки важно знать не только расход металла, но и необходимое количество электродов. Правильно выполненный расчет позволит узнать точную себестоимость работ, процесс сваривания будет осуществляться по плану.
Следует отметить, что расчет расхода сварочных электродов является актуальным и востребованным только при строительстве крупных объектов. Большой масштаб работ требует безошибочного определения объема материалов, который и будет заложен в строительную смету. Для этого и было введено понятие “расход электродов на 1 т металлоконструкций”.
Видео:Какая кровля дешевле Плоская или Скатная⁉️Скачать

Параметры, влияющие на расход
Прежде чем выполнять расчет количества электродов при сварке, следует узнать, какие показатели оказывают важнейшее значение:
- Масса наплавки материала на соединение. Объем данного параметра не должен превышать 1,5 % от общей массы всей конструкции.
- Продолжительность и глубина сварочного шва.
- Общая масса наплавки на 1 м.п. соединения. Нормы расхода электродов на 1 метр шва являются справочными показателями, представленными в ВСН 452-84.
- Тип сварки.
Видео:Смета на устройство кровли из рулонных материалов.Скачать

Теоретический и практический расчеты
Рассчитать расход электродов с теоретической точки зрения можно с помощью большого количества специальных формул. Рассмотрим наиболее распространенные.
Первый способ — по коэффициенту — применяется для расчета расхода различных сварочных материалов, а не только электродов:
Н = М * К, где М — масса свариваемой конструкции; К — специальный коэффициент расхода из справочника, который варьируется в диапазоне от 1,5 до 1,9.
Второй способ основан на расчетах, зависящих от физических свойств электрода и металлоконструкции. Позволяет определить массу наплавленного металла. Здесь исполнителю понадобится знать справочные данные, также необходимо выполнить замер соединительного шва:
G = F * L * M, где F — площадь поперечного сечения; L — длина сварочного шва; M — масса проволоки (1 см3).
Практический расчет подразумевает осуществление тестовых работ. После их завершения, сварщик следует произвести следующие действия:
- выполнить замер огарка;
- учесть напряжение и силу тока;
- определить длину сварного соединения.
Эти данные и позволяют установить расход сварочных электродов при сварке конструкций швом определенной длины.
Точные показатели исполнитель сможет получить только, если внешние данные и угол положения при основных работах будут идентичны тем, которые были во время тестирования. Для избежания неточности параметров, рекомендуется производить эксперимент 3-4 раза. Это позволит получить более точные расчеты, чем при использовании теоретических формул.
Использую данные методы, можно с легкостью произвести расчет расхода электродов на тонну металлоконструкций. Однако, следует помнить о существовании погрешности.
Видео:Сегмент круга и столяркаСкачать

Технические характеристики электродов
Электроды и их характеристики представляют собой перечень параметров, каждый из которых напрямую влияет на выбор сварочных материалов. Ниже представлены наиболее весомые свойства.
Химический состав металла
Одним из определяющих факторов при выборе сварочных материалов является химический состав свариваемого металла или сплава. Потому как в зависимости от состава разнятся механические свойства: временное сопротивление разрыву, ударная вязкость, относительное удлинение, угол изгиба. Данные черты определяют “поведение” металла во время сварочных работ. Поэтому перечисленные характеристики необходимо учитывать при выборе конкретной марки электрода, а определяются они в значительной степени видом покрытия.
Химический состав покрытия электродов
Выделяют четыре основных вида покрытия, в зависимости от химического состава:
1. Основой для рутиловых электродов служит минерал рутил, остальными компонентами являются кремнезем, карбонат магния или кальция, а также ферромарганец.
2. Целлюлозное покрытие может включать в состав органические смолы, тальк, целлюлозу и разные ферросплавы.
3. В состав электродов с основным видом обмазки входят карбонаты магния и кальция.
4. Кислое покрытие включает оксиды железа и марганца.
Химический состав оказывает влияние на следующие важные факторы:
- стабильность электрической дуги;
- вязкость расплавленного металла и шлака;
- особенности поведения металла во время проведения работ.
Коэффициент наплавки при ручной дуговой сварке
Одной из основных характеристик является коэффициент наплавки электродов. Данный параметр выражается в виде величины расплавленного металла электрода, которая пошла на формирование сварного шва, без потерь. Фактически, отвечая на вопрос “что называется коэффициентом наплавки”, можно сказать – это величина производительности или эффективности работ.
К сведению! Данная характеристика помогает грамотному сварщику выбрать оптимальное пространственное положение для сварки; определить, какое количество материалов понадобиться для осуществления сварочного процесса, а также заранее знать приблизительное время выполнения определенного объема работ.
Говоря о коэффициенте наплавки невозможно не упомянуть другую индивидуальную характеристику электродов – коэффициент расплавления. Это та часть массы прутка, которая под воздействием тока переходит в расплавленный металл за интервал горения дуги в один час. При этом следует учитывать, что не вся масса идет на формирование соединения. Во время сварки происходят такие явления, как разбрызгивание, испарение и выгорание металла. Данный параметр зависит от состава обмазки и проволоки, полярности и плотности тока сварного соединения.
Сварочные электроды «УОНИ-13/55» в упаковке.
Чаще всего сварщиков интересует коэффициент наплавки сварочных материалов УОНИ-13/55. Данная марка является одной из самых востребованных благодаря наличию целого спектра достоинств и оптимальным характеристикам. Также распространенными среди мастеров сварочного дела являются электроды типа Э42. С их помощью можно проводить сварку во всех положениях, что значительно упрощает работу специалиста. [ads-pc-2][ads-mob-2]
Диаметр
Важной характеристикой при выборе сварочных материалов является диаметр стержня электрода. При определении данного значения нужно, прежде всего, учитывать толщину свариваемых деталей, марку металла и его состав, разновидность сварного соединения, форму кромок и т.д.
Проанализировав предложения производителей и продавцов, можно понять какого диаметра бывают электроды. Здесь также важна величина длины прутка. Каждый изготовитель разрабатывает и предлагает свой выбор размеров. Несмотря на общую схожесть, в сетке величин каждого бренда имеются свои нюансы в соотношении. Более того, для избежания возможных проблем во время выполнения работ, следует точно знать какого диаметра бывают сварочные электроды определенной марки.
В процессе выбора можно ориентироваться на следующие данные:
- Расходники диаметром 1 мм. применяются для сваривания изделий толщиной 1,5 мм.; сила тока не более 25А.
- Диаметр 1,6 мм. и длина 20-25 см. предназначены для работы с деталями не более 2 мм.; сила тока – 20-25А.
- Прутки диаметром 2 мм. выпускаются длиной 25 или 30 см. используются для сварки конструкций толщиной 2 мм.; сила тока – 70А.
- Изделия диаметром 2,5 мм. могут иметь длину 25-30 см. С их помощью варят металл до 3 мм.; сила тока – 70-100А.
- Наиболее востребованы расходники диаметром в 3 мм., их длина может составлять 30, 35 и 45 см. Применяются для работы со сталями толщиной до 50 мм.; сила тока – до 140А.
- Электроды диаметром 4 мм. подходят как для бытовых сварочных аппаратов, так и для профессионального оборудования; длина – 35 и 45 см. Толщина изделий не должна превышать 1 см.; сила тока – 220А.
- Сварочные материалы диаметром от 5 до 12 мм. применяются исключительно при работе с мощным специализированным оснащением.
Ознакомившись с вышеперечисленными сведениями, специалист любого уровня легко сможет определить какие бывают электроды для сварки и при каких условиях они применяются.
Температура прокалки
Процеду прокаливания представляет собой процесс, главной целью которого является уменьшение количества влаги в обмазке электрода. Прокалка важна для комфортного проведения сварочного процесса и для получения качественного изделия. Проводить её можно несколькими способами.
Большинство мастеров предпочитают использовать печи. В данном случае качество просушки не вызывает нареканий. С помощью термостата, которым оборудована печь, устанавливается точная температура прокалки электродов.
Некоторые специалисты в области сварки выбирают “народные” методы прокаливания. Такие способы используются, когда сварка носит бытовой характер. Потому как при обработке в домашних условиях, сложно настраивается необходимая температура сушки электродов.
Два основных параметра: продолжительность и температура прокаливания электродов – могут значительно различаться, но они всегда указываются на упаковке сварочных материалов.
Масса наплавленного металла при сварке
Масса наплавленного металла – это величина, помогающая определить расход материалов на один метр сварного шва. Рассчитывается данный параметр по следующей формуле:
N = G * K, где N – норма расхода сварочных материалов на один метр сварного шва; G – масса наплавленного металла сварного шва, длина которого равна 1 метру; K – коэффициент перехода от массы наплавленного металла к расходу материалов для сварки.
Временное сопротивление разрыву
Временное сопротивление разрыву или предел прочности является одним из механических свойств металла шва, определяется следующим образом – сопротивление материала деформации и разрушению. Воспринимая данное понятие в рамках сварочного процесса, можно сказать, что это свойство металлов воспринимать воздействие электрического тока, не разрушаясь.
Каждый вид материала имеет собственно значение предела прочности, которое прописано в государственных стандартах. Однако, на практике реальные величины могут иметь другие значения из-за множества факторов. При выборе электродов данный параметр играет немаловажную роль.
Каждый тип расходников предназначен для работы с определенными сталями, которые обладают конкретными величинами прочности. В качестве примера рассмотрим маркировку электродов типа Э42. Две стоящие следом за буквой “Э” цифры обозначают минимальное временное сопротивление разрыву, измеряемое в кгс/мм2. [ads-pc-3][ads-mob-3]
Ударная вязкость электродов
Ударная вязкость
является ещё одним из механических свойств металла сварного соединения. Ударной вязкостью принято считать способность металлов (или других материалов) поглощать энергию нагрузки, которая на него оказывается. Данная характеристика должна учитываться при выборе сварочных расходников, потому как именно она является одним из показателей прочности всего сваренного изделия. То есть параметр показывает надежность готового изделия.
Относительное удлинение
Относительное удлинение является третьим механическим свойством и характеризует пластические свойства металла при статических нагрузках. При сваривании некоторых типов сталей: Э42А, Э46А и Э50А – к металлу шва предъявляются повышенные требования по данному параметру. При выборе электрода следует учитывать все перечисленные нюансы.
Материал стержня электрода
Стержень электрода является его основным элементом, на производство которого идет сварочная проволока диаметром от 1,6 мм. до 12 мм. Стержень расплавляется от дуги и заполняет ванну, в результате чего и получается сварной шов.
Марки проволоки делятся на три основные группы:
- углеродистая содержит не более 0,12% углерода, предназначена для сварки низкоуглеродистых, среднеуглеродистых и некоторых низколегированных сталей;
- легированные используются для сварки низколегированных, конструкционных, теплостойких сталей; проволока изготавливается из соответствующих марок легированной стали;
- высоколегированные применяются для сварки хромистых, хромоникелевых, нержавеющих и других легированных сталей.
Химический состав сварочной проволоки должен соответствовать составу свариваемого металла.
Плотность
Физические свойства шлаков, образующихся во время сварочных работ, оказывают значительное влияние как на сам процесс сварки, так и на формирование соединения. Во всех электродных покрытиях при их плавлении плотность шлака должна быть ниже плотности металла, что обеспечит его всплывание из сварочной ванны.
Видео:Мембранная кровля. Формула идеальной кровли #2. МатериалыСкачать

Количество электродов в 1 кг
После получения готовых данных о необходимом количестве электродов, сварщик переходит к закупке материалов. Здесь возникает ещё один вопрос: сколько следует приобретать упаковок с расходниками. Для этого нужно определить какое число стержней составляет 1 кг (стандартная пачка). На данный показатель влияют все параметры сварочных материалов:
- диаметр;
- длина прутка;
- вес стержня;
- толщина герметичной упаковки.
Чем больше эти параметры, тем меньше прутков в пачке.
Однако, следует знать, что электроды определенного диаметра имеют собственную среднюю массу:
| Диаметр электрода | 2,5 | 3,0 | 4,0 | 5,0 |
| Масса, грамм | 17,0 | 26,1 | 57,0 | 82,0 |
Видео:Расчет материалов плоской кровли с помощью калькуляторов ТехноНИКОЛЬСкачать
Зачем необходимо знать точное количество электродов?
Производительность и продолжительность сварки напрямую зависит от наличия/отсутствия достаточного количества расходного материала. Присадочное отработанное изделие необходимо своевременно заменять новым. Когда электрода не оказывается под рукой, это напрямую отражается на темпе проводимых работ. Закупка присадочного материала отнимает время, что приводит к остановке сварки. Некритичной считается ситуация, когда не хватает нескольких килограмм. Сварка габаритных металлоконструкций, наоборот, требует огромного количества электродов. Ошибки здесь исчисляется недостатком огромного числа расходников. Необходимость предварительной подготовки большого количества присадочных изделий в значительной степени тормозит рабочий процесс, что может сорвать все сроки по сдачи объекта.
Как посчитать расход электродов на тонну металла
Расчёт количества электродов на 1 т. металла также проводится на первоначальном этапе. Данный параметр применяется для работ большого масштаба, для крупныхпроектов. Норма расхода электродов на тонну металла — это максимальная величина затрат сварочных материалов.
Данный показатель рассчитывается по следующей формуле, которая определяет расход с помощью массы металла:
Н = М * К расхода, где М — масса металла; К расхода — табличная величина основывается на стандартных характеристиках, зависит от марки электрода.
Общая информация
Прежде чем приступить к расчетам, определимся, что влияет на расход электродов для дуговой сварки. Прежде всего, это тип сварочного оборудования, толщина металла и самого электрода, выбранный режим сварки, опыт сварщика и некоторые косвенные причины (например, физическая усталость мастера), влияющие на конечный результат. При сварке электродами крайне важно выбрать размер электрода, соответствующий типу и толщине свариваемого металла. Только после того, как вы правильно настроите аппарат и подберете комплектующие, можно выполнять расчет расхода сварочных электродов на 1 т металлоконструкции.
Переде тем, как сделать расчеты, нам понадобится выяснить следующие особенности:
Нормы расхода — это справочная информация, она прописана в нормативных документах. От марки электрода зависит норма расхода. Дополнительные данные вы можете изучить в документах Всесоюзных норм №452-84. Зачастую используют два метода расчета, так называемый теоретический и физический. Полученные цифры сравнивают и определяют погрешность, но об этом мы поговорим далее.
Также учтите, что при сварке могут использоваться разные виды сварных швов. От этого тоже зависит расход электродов на 1 тонну металлоконструкций, поскольку для каждого типа соединения характерна своя масса металла. Ниже вы можете видеть основные параметры, на которые нужно обратить внимание.
Расчет электродов на 1 метр шва: онлайн и самостоятельно
Некоторые сайты соответствующей тематики предоставляют возможность произвести расчеты с помощью онлайн-калькулятора. Данный способ отличается простотой и удобством. Исполнителю достаточно будет ввести цифры в надлежащие окошки, кликнуть кнопку «рассчитать» и автоматически получить готовый результат.
Читать также: Проверка газового баллона пропан
Сварщики также могут выполнить расчеты самостоятельными силами. Для этого используются следующая общая формула:
Н = Нсв + Нпр + Нпр, где Нсв — расход электродов на сваривание; Нпр — расход стержней на прихватки; Нпр — расход на проведение правки методом холостых валиков.
Нормы расхода сварочных электродов на прихваточные работы определяется в процентном отношении от расхода на основные работы:
- толщина стенок конструкции до 12 мм. — 15%;
- свыше 12 мм. — 12%.
Также существуют стандартные нормы, которые варьируются в зависимости от типа электрода и толщины стенок конструкции.
В зависимости от коэффициента расхода, согласно паспортным данным, электроды, применяемые при дуговой и комбинированной сварке трубопроводов из легированных и высоколегированных сталей, объединены в 6 групп (табл. 1). К группе 1 относятся электроды с коэффициентом расхода 1,4.
Коэффициент расхода электродов
ОЗЛ-Э6; ОЗЛ-5; ЦТ-28; ОЗЛ-25Б
ЦЛ-17, ОЗЛ-2, ОЗЛ-8, ЗИО-8, ОЗЛ-6, ОЗЛ-7, ОЗЛ-3, ОЗЛ-21
ОЗЛ-9А, ГС-1, ЦТ-15, ЦЛ-11, УОНИ-13/НЖ, ЦЛ-9
ОЗС-11, ОЗЛ-22, ОЗЛ-20, НЖ-13
АНЖР-2, ОЗЛ-28, ОЗЛ-27
Рассмотрим данные нормы на примере соединения вертикальных швов типа С18:
| Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,201 | 0,366 | 0,390 | 0,415 | 0,439 | 0,464 |
| 4,0 | 0,249 | 0,453 | 0,484 | 0,514 | 0,544 | 0,574 |
| 5,0 | 0,330 | 0,600 | 0,640 | 0,680 | 0,720 | 0,760 |
| 6,0 | 0,474 | 0,861 | 0,918 | 0,975 | 1,033 | 1,090 |
| 8,0 | 0,651 | 1,182 | 1,261 | 1,341 | 1,419 | 1,498 |
| 10,0 | 0,885 | 1,607 | 1,714 | 1,821 | 1,928 | 2,035 |
| 12,0 | 1,166 | 2,116 | 2,257 | 2,398 | 2,539 | 2,680 |
| 15,0 | 1,893 | 3,436 | 3,665 | 3,894 | 4,123 | 4,352 |
| 16,0 | 2,081 | 3,778 | 4,030 | 4,281 | 4,533 | 4,785 |
| 18,0 | 2,297 | 4,532 | 4,834 | 5,136 | 5,438 | 5,740 |
Рассмотрим данные нормы на примере соединения горизонтальных швов типа С18
| Толщина стенки, мм. | Масса наплавленного металла, кг. | Электроды группы II, кг. | Электроды группы III, кг. | Электроды группы IV, кг. | Электроды группы V, кг. | Электроды группы VI, кг. |
| 3,0 | 0,152 | 0,269 | 0,286 | 0,305 | 0,322 | 0,340 |
| 4,0 | 0,207 | 0,368 | 0,393 | 0,417 | 0,442 | 0,466 |
| 5,0 | 0,262 | 0,465 | 0,497 | 0,527 | 0,588 | 0,590 |
Расход электродов при сварке труб
Теоретический расчет осуществляется следующим методом вычисления: норма расхода на 1 метр шва делится на вес одного электродного прутка. Мерой вычисления является число требуемых стержней. Затем полученное значение умножается на метраж. Результат следует округлять в большую сторону.
Чтобы получить значение нормы в килограммах необходимо произвести следующие расчеты: объем раздела длиной в 1 метр умножается на плотность металла. Первый параметр следует определять, как объем цилиндра с диаметром, равным большей стороне стыка. Полученное значение нужно увеличить в 1,4-1,8 раз. Данная поправка берет в расчет огарки.
Существует также нормы расхода электродов при сварке труб исходя из затрат на сваривание одного стыка (при соединении горизонтальных стыков трубопроводов типа С8 сo скосом одной кромки):