- Отводы стальные ГОСТ. Размеры и вес стальных отводов.
- Отводы стальные ГОСТ. Размеры и вес стальных отводов.
- Отводы стальные ГОСТ. Размеры и вес стальных отводов.
- Особенности стальных отводов 90 градусов
- Общее описание
- Нюансы производства
- Штамповка
- Горячая протяжка
- Гибка заготовок на трубогибах
- Сварка
- Точение
- Размеры и вес
- Область применения
- Отводы сварные секторные
- Отводы сварные секторные:
- Отводы по ОСТ 36-21-77
- Отводы по ОСТ 34.10.752-97
- 🔥 Видео
Видео:раскрой отводаСкачать

Отводы стальные ГОСТ. Размеры и вес стальных отводов.

Видео:Производство фасонных изделий с фланцем TDFСкачать

Отводы стальные ГОСТ. Размеры и вес стальных отводов.
Отвод стальной предназначен для монтажа водо-, газопроводных труб в местах поворота, изгиба, изменения диаметра труб. Основное преимущество отвода — плавный переход. В народе существует еще одно название отводу — колено.
Колена изготавливаю различных радиусов и углов, по согласованию с заказчиком. Самыми востребованными являются отводы с углами поворота 45˚, 60˚, 90˚. Они бывают большого и маленького радиуса изгиба. С маленьким радиусом изгиба называют «крутоизогнутыми», обычно это колена бесшовные с небольшими наружными диаметрами. Отводы с немалым радиусом изгиба встречаются реже, а именно там, где не нужна компактность трубопроводов, чаще всего это колена больших диаметров (секторные).
Существует несколько способов изготовления отводов: штамповкой, гибкой, протяжкой, точением и сварным методом.
Сейчас мы ознакомимся с каждым методом по отдельности.
Метод штамповки представляет собой изготовление с помощью предварительного нагрева трубы до 1000 ˚С
1100 ˚С, затем её помещают в двух ручьевой, овальный штамп, где труба, заранее отрезанная под углами, приобретает привычный вид колена. Для того, чтобы края отвода не согнулись под действием штампа, в них помещают металлические вкладыши.
Рис.1 Двух ручьевой, овальный штамп.
Затем отвод помещают в предварительный формовочный штамп, где из овального профиля сечения он становится привычным — круглым.
Рис.2 Предварительная формовка.
И остается последний этап производства – окончательная формовка, производится в калибровочных штампах.

Рис.3 Окончательная формовка.
Примечание: при изготовлении труб, диаметром свыше 100 мм, перед окончательной формовкой включают процесс вытяжки спинки отвода.

Рис.4 Вытяжка спинки отвода.
Отводы изготавливаются согласно технический условий: ТУ 39-905-83, ТУ 102-488-95 и стандартизируются ГОСТами: ГОСТ 22818 – 83, ГОСТ 22819 – 83, ГОСТ 22794 – 83, ГОСТ 22796 – 83.

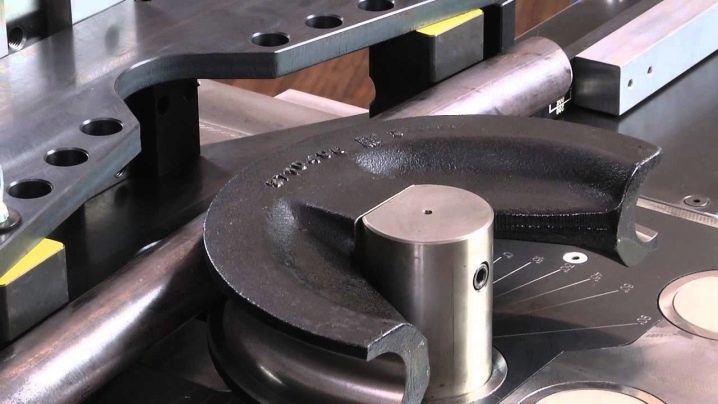
Рис.5 Ручной трубогиб.
Второй метод изготовления отводов, о котором мы поговорим, будет метод гибки труб в холодном состоянии на трубогибочном станке. Перед тем как согнуть трубу ее помещают в станок, предварительно разметив её. После, устанавливают трубу по меткам и закрепляют её. Потом выбирают необходимый угол отвода. В конечном результате труба приобретает вид змейки, которую разрезают на отводы. Также хотелось бы отметить, что существуют ручные трубогибы, предназначенные для небольших диаметров труб и трубогибы с предварительным нагревом. К отводам изготовленным методом гибки предъявляются технические условия и стандартизируются согласно ГОСТ: ТУ 51-515-91, ГОСТ 24950-81, ГОСТ 22793-83.

Рис.6 Рогообразный сердечник.
Третий метод — это протяжка нагретой трубы по рогообразному сердечнику. Предварительно трубу отрезают на необходимую длину, нагревают и протягивают по сердечнику, с помощью, приложенной к ней силы. Для каждого диаметра труб существует свой рогообразный сердечник. После, происходит процесс калибровки. Это нужно для того, чтобы отвод приобрел вид привычного очертания и для придания товарного вида. Последний этап — это торцовка краев отвода на специальных станка. Стандарты для протяжных отводов: ГОСТ 17375 – 2001, ГОСТ 30753 – 2001. Технические условия: ТУ 26–18–38–90.

Рис.7 Отводы и штуцера изготовленные точением.
Точение предполагает изготовление отводов с помощью механической обработки стальных заготовок. Такой способ производства отличается своей ценой. При изготовлении таким способом большая часть стальной заготовки уходит в лом (стружку). Поэтому с экономической стороны это не выгодно. Стандарты для отводов изготовленных точением: ГОСТ 22820 – 83, ГОСТ 22821 – 83. Чаще такие отводы необходимы для нестандартных переходов и диаметров труб.

Рис.8 Секторный отвод.
Сварной метод предусматривает изготовление отводов из нескольких сборных частей (секторов). Для этого существуют таблица разметки труб на сектора. Из таблицы необходимо выбрать координаты всех точек сектора, после, все данные перенести на бумагу, в народе она называется «рыбкой». Рыбку обматывают вокруг трубы и размечают по ее контурам. Все размеченные части вырезаются. Затем собираются воедино и свариваются. Секторные отводы отличаются своей небольшой стоимостью и практичностью. Времени на изготовление таких отводов уходит не много. Существуют стандарты на изготовление секторных отводов: ОСТ 34 10.752 – 90, ОСТ 34 10.419 – 90, ОСТ 36-21-77, ОСТ 34 42.663 – 84.
Видео:Отводы( часть1)Скачать

Отводы стальные ГОСТ. Размеры и вес стальных отводов.
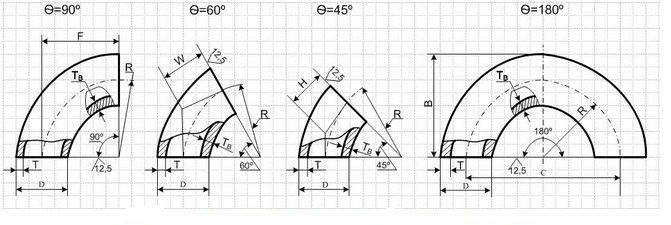
Рис.9 Основные обозначения крутоизогнутых отводов.
Таблица 1
Размеры и вес отводов ГОСТ 17375 – 2001. Исполнение 1.
| DN | D | T | H | R=F | В | С | 180° | 90° | 45° | |
| Вес отвода, кг | ||||||||||
| 15 | 21,3 | 2,0 | 14 | 28 | 38 | 56 | 0,08 | 0,04 | 0,02 | |
| 3,2 | 0,12 | 0,06 | 0,03 | |||||||
| 4,0 | 0,14 | 0,07 | 0,04 | |||||||
| 20 | 26,9 | 2,0 | 14 | 29 | 43 | 58 | 0,11 | 0,06 | 0,03 | |
| 3,2 | 0,17 | 0,08 | 0,04 | |||||||
| 4,0 | 0,20 | 0,10 | 0,06 | |||||||
| 25 | 33,7 | 2,3 | 18 | 38 | 56 | 76 | 0,21 | 0,11 | 0,05 | |
| 3,2 | 0,32 | 0,16 | 0,08 | |||||||
| 4,5 | 0,38 | 0,19 | 0,09 | |||||||
| 32 | 42,4 | 2,6 | 23 | 48 | 69 | 96 | 0,39 | 0,19 | 0,10 | |
| 3,6 | 0,52 | 0,26 | 0,13 | |||||||
| 5,0 | 0,60 | 0,35 | 0,17 | |||||||
| 40 | 48,3 | 2,6 | 29 | 57 | 82 | 114 | 0,53 | 0,26 | 0,13 | |
| 3,6 | 0,72 | 0,36 | 0,18 | |||||||
| 5,0 | 0,95 | 0,47 | 0,24 | |||||||
| 50 | 60,3 | 2,9 | 35 | 76 | 106 | 152 | 0,99 | 0,50 | 0,25 | |
| 4,0 | 1,30 | 0,67 | 0,33 | |||||||
| 5,6 | 1,80 | 0,89 | 0,50 | |||||||
| 65 | 76,1 | 2,9 | 44 | 95 | 133 | 190 | 1,60 | 0,79 | 0,40 | |
| 5,0 | 2,90 | 1,50 | 0,72 | |||||||
| 7,1 | 3,60 | 1,80 | 0,90 | |||||||
| 80 | 88,9 | 3,2 | 51 | 114 | 159 | 228 | 2,40 | 1,20 | 0,60 | |
| 5,6 | 4,10 | 2,10 | 1,00 | |||||||
| 8,0 | 5,70 | 2,80 | 1,40 | |||||||
| 100 | 114,3 | 3,6 | 64 | 152 | 210 | 304 | 4,70 | 2,40 | 1,20 | |
| 6,3 | 8,00 | 4,00 | 2,00 | |||||||
| 8,8 | 11,00 | 5,40 | 2,80 | |||||||
| 125 | 139,7 | 4,0 | 79 | 190 | 260 | 380 | 8,00 | 4,00 | 2,00 | |
| 6,3 | 12,00 | 6,20 | 3,10 | |||||||
| 10,0 | 19,00 | 9,60 | 4,80 | |||||||
| 150 | 168,3 | 4,5 | 95 | 229 | 313 | 457 | 13,00 | 6,50 | 3,20 | |
| 7,1 | 20,00 | 10,00 | 5,10 | |||||||
| 11,0 | 31,00 | 15,00 | 7,70 | |||||||
| 200 | 219,1 | 6,3 | 127 | 305 | 414 | 610 | 32,00 | 16,00 | 8,00 | |
| 8,0 | 40,00 | 20,00 | 9,90 | |||||||
| 12,5 | 61,00 | 31,00 | 14,00 | |||||||
| 250 | 273,0 | 6,3 | 159 | 381 | 518 | 762 | 50,00 | 25,00 | 12,00 | |
| 10,0 | 78,00 | 39,00 | 19,00 | |||||||
| 300 | 323,9 | 7,1 | 190 | 457 | 619 | 914 | 80,00 | 40,00 | 20,00 | |
| 10,0 | 111,00 | 56,00 | 28,00 | |||||||
| 350 | 355,6 | 8,0 | 222 | 533 | 711 | 1066 | 114,00 | 57,00 | 24,00 | |
| 11,0 | 156,00 | 78,00 | 39,00 | |||||||
| 400 | 406,4 | 8,8 | 254 | 610 | 813 | 1220 | 165,00 | 82,00 | 41,00 | |
| 12,5 | 234,00 | 117,00 | 58,00 | |||||||
Таблица 2
Размеры и вес отводов ГОСТ 17375 – 2001. Исполнение 2.
| DN | D | Т | Н | R = F | W | В | С | 180° |
| Вес отвода, кг | ||||||||
| 25 | 32 | 2 | 18 | 38 | 22 | 56 | 76 | 0,2 |
| 0,2 | ||||||||
| 2,5 | 0,4 | |||||||
| 3 | ||||||||
| 3,5 | ||||||||
| 32 | 38 | 2 | 23 | 48 | 28 | 69 | 96 | 0,4 |
| 2,5 | ||||||||
| 3 | ||||||||
| 3,5 | 0,6 | |||||||
| 4 | ||||||||
| 40 | 45 | 2,5 | 25 | 60 | 35 | 83 | 120 | 0,6 |
| 3 | ||||||||
| 3,5 | 0,8 | |||||||
| 4 | ||||||||
| 5 | 1 | |||||||
| 50 | 57 | 2,5 | 80 | 75 | 43 | 104 | 150 | 0,8 |
| 3 | 1 | |||||||
| 3,5 | 1,2 | |||||||
| 4 | 1,4 | |||||||
| 4,5 | ||||||||
| 5 | 1,6 | |||||||
| 5,5 | 1,8 | |||||||
| 6 | 2 | |||||||
| 65 | 76 | 3 | 41 | 100 | 57 | 138 | 200 | 1,6 |
| 3,5 | 2 | |||||||
| 4 | 2,2 | |||||||
| 4,5 | 2,6 | |||||||
| 5 | 2,8 | |||||||
| 5,5 | 3,2 | |||||||
| 6 | 3,4 | |||||||
| 7 | 4 | |||||||
| 8 | 4,4 | |||||||
| 80 | 89 | 3 | 50 | 120 | 69 | 165 | 240 | 2,4 |
| 3,5 | 2,8 | |||||||
| 4 | 3 | |||||||
| 4,5 | 3,4 | |||||||
| 5 | 3,8 | |||||||
| 5,5 | 4,2 | |||||||
| 6 | 4,6 | |||||||
| 7 | 5,4 | |||||||
| 8 | 6 | |||||||
| 100 | 102 | 3,5 | 62 | 150 | 87 | 201 | 300 | 4,2 |
| 4 | 4,8 | |||||||
| 4,5 | 5,2 | |||||||
| 5 | 5,8 | |||||||
| 6 | 6,8 | |||||||
| 7 | 7,8 | |||||||
| 8 | 9 | |||||||
| 9 | 10 | |||||||
| 10 | 10,1 | |||||||
| 108 | 3,5 | 204 | 4,4 | |||||
| 4 | 5 | |||||||
| 4,5 | 5,6 | |||||||
| 50 | 6,2 | |||||||
| 6 | 7,2 | |||||||
| 7 | 8,2 | |||||||
| 8 | 9,4 | |||||||
| 9 | 10,6 | |||||||
| 10 | 11,6 | |||||||
| 114 | 3,5 | 207 | 4,4 | |||||
| 4 | 5,2 | |||||||
| 4,5 | 5,8 | |||||||
| 5 | 6,6 | |||||||
| 6 | 7,6 | |||||||
| 7 | 8,8 | |||||||
| 8 | 10 | |||||||
| 9 | 10,4 | |||||||
| 10 | 12,2 | |||||||
| 125 | 133 | 3,5 | 79 | 190 | 110 | 257 | 380 | 6,6 |
| 4 | 7,6 | |||||||
| 4,5 | 8,6 | |||||||
| 5 | 9,6 | |||||||
| 6 | 10,4 | |||||||
| 7 | 13 | |||||||
| 8 | 14,8 | |||||||
| 9 | 16,4 | |||||||
| 10 | 18,2 | |||||||
| 11 | 20 | |||||||
| 12 | 22 | |||||||
| 4 | 10,8 | |||||||
| 150 | 159 | 4,5 | 93 | 225 | 130 | 305 | 450 | 12,2 |
| 5 | 13,4 | |||||||
| 6 | 16,2 | |||||||
| 7 | 18,8 | |||||||
| 8 | 22 | |||||||
| 9 | 24 | |||||||
| 10 | 26 | |||||||
| 11 | 28 | |||||||
| 12 | 32 | |||||||
| 13 | 34 | |||||||
| 14 | 36 | |||||||
| 4 | 11,2 | |||||||
| 168 | 4,5 | 12,4 | ||||||
| 5 | 14,2 | |||||||
| 6 | 17 | |||||||
| 7 | 17,6 | |||||||
| 8 | 22,4 | |||||||
| 9 | 25 | |||||||
| 10 | 28 | |||||||
| 11 | 30 | |||||||
| 12 | 32 | |||||||
| 13 | 35 | |||||||
| 14 | 38 | |||||||
| 5 | 26 | |||||||
| 200 | 219 | 6 | 124 | 300 | 173 | 410 | 600 | 30 |
| 7 | 34 | |||||||
| 8 | 40 | |||||||
| 9 | 44 | |||||||
| 10 | 50 | |||||||
| 11 | 54 | |||||||
| 12 | 58 | |||||||
| 13 | 64 | |||||||
| 14 | 68 | |||||||
| 15 | 74 | |||||||
| 16 | 78 | |||||||
| 17 | 84 | |||||||
| 18 | 88 | |||||||
| 6 | 46 | |||||||
| 250 | 273 | 7 | 155 | 375 | 217 | 512 | 750 | 54 |
| 8 | 62 | |||||||
| 9 | 70 | |||||||
| 10 | 78 | |||||||
| 11 | 86 | |||||||
| 12 | 92 | |||||||
| 13 | 100 | |||||||
| 14 | 108 | |||||||
| 15 | 116 | |||||||
| 16 | 122 | |||||||
| 17 | 132 | |||||||
| 18 | 140 | |||||||
| 20 | 156 | |||||||
| 22 | 170 | |||||||
| 7 | 78 | |||||||
| 300 | 325 | 8 | 186 | 450 | 260 | 613 | 900 | 90 |
| 9 | 100 | |||||||
| 10 | 112 | |||||||
| 11 | 122 | |||||||
| 12 | 132 | |||||||
| 13 | 144 | |||||||
| 14 | 154 | |||||||
| 15 | 164 | |||||||
| 16 | 174 | |||||||
| 17 | 184 | |||||||
| 18 | 192 | |||||||
| 20 | 214 | |||||||
| 22 | 236 | |||||||
| 24 | 260 | |||||||
| 26 | 282 | |||||||
| 28 | 300 | |||||||
| 9 | 136 | |||||||
| 350 | 377 | 10 | 217 | 525 | 303 | 714 | 1050 | 150 |
| 11 | 166 | |||||||
| 12 | 180 | |||||||
| 13 | 194 | |||||||
| 14 | 208 | |||||||
| 15 | 224 | |||||||
| 16 | 238 | |||||||
| 18 | 266 | |||||||
| 20 | 294 | |||||||
| 22 | 322 | |||||||
| 24 | 350 | |||||||
| 26 | 376 | |||||||
| 28 | 402 | |||||||
| 30 | 424 | |||||||
| 32 | 456 | |||||||
| 8 | 156 | |||||||
| 400 | 426 | 9 | 248 | 600 | 346 | 813 | 1200 | 174 |
| 10 | 196 | |||||||
| 11 | 214 | |||||||
| 12 | 234 | |||||||
| 13 | 252 | |||||||
| 14 | 270 | |||||||
| 15 | 290 | |||||||
| 16 | 308 | |||||||
| 17 | 328 | |||||||
| 18 | 356 | |||||||
| 20 | 384 | |||||||
| 22 | 429 | |||||||
| 24 | 460 | |||||||
| 26 | 498 | |||||||
| 28 | 536 | |||||||
| 30 | 572 | |||||||
| 32 | 612 | |||||||
| 34 | 648 | |||||||
| 9 | 276 | |||||||
| 500 | 530 | 10 | 310 | 750 | 433 | 1015 | 1500 | 306 |
| 11 | 336 | |||||||
| 12 | 376 | |||||||
| 13 | 396 | |||||||
| 14 | 424 | |||||||
| 15 | 454 | |||||||
| 16 | 484 | |||||||
| 17 | 512 | |||||||
| 18 | 540 | |||||||
| 20 | 596 | |||||||
| 22 | 654 | |||||||
| 24 | 712 | |||||||
| 26 | 770 | |||||||
| 28 | 826 | |||||||
| 30 | 880 | |||||||
| 32 | 934 | |||||||
| 34 | 988 | |||||||
| 36 | 1040 |
DN — условный проход;
D – наружный диаметр по торцам отвода;
T — толщина стенки отвода по торцам наружного диаметра;
Tв – толщина стенки отводов в не торцевых сечениях;
С — размер между центрами торцов отводов с углом 180°;
В — размер между плоскостью торцов и наиболее удаленной от нее точкой наружной поверхности отводов с углом 180°;
F — размер между плоскостью одного торца и центром другого торца отводов с углом 90°;
Н — размер между плоскостью торца и точкой пересечения касательных к осевой линии в точках ее пересечения с плоскостями торцов отводов с углом 45°;
R — радиус кривизны осевой линии (радиус изгиба) отводов;
W — размер между плоскостью торца и точкой пересечения касательных к осевой линии в точках ее пересечения с плоскостями торцов отводов с углом 60°.
Видео:Делаю сварной секторный отвод на 90 градусов.Скачать

Особенности стальных отводов 90 градусов

Стальные отводы 90 градусов помогут, если на трубопроводе нужно сделать изгиб. Вес и длина приварных отводов различны, как и их диаметры. Они представлены в широком ассортименте – продаются отводы размером 25 мм, 108х4 и более, и поэтому несложно выбрать нужный вариант.

Видео:Тепловые сети! Изготовление отводов под сварку угол 90°. Изготовление по шаблону, своими руками.Скачать

Общее описание
Стальные отводы с углом 90 градусов обеспечивают плавный или резкий поворот трубопровода в сторону, вверх или вниз. Народное название этого элемента – «колено». Его преимущество в том, что благодаря скруглению в месте поворота не скапливается воздух, поэтому риск разрыва трубы от кавитации минимален. Только соединяемые трубы должны быть одного диаметра и толщины.
Чтобы получить прочное и герметичное соединение колена с трубопроводом, оно приваривается ручной дуговой сваркой. Приварной уголок надежнее, чем резьбовой или фланцевый, и выглядит эстетичнее.

По сравнению с пластиковыми моделями, отводы из углеродистой, хладостойкой, оцинкованной или нержавеющей стали обладают рядом достоинств.
- Стойкость к высоким температурам. Сталь выдерживает нагрев до 450-500°С, а пластик – только до 100-110°С. Поэтому, например, в паропроводах, предпочтительнее использовать металл.
- Стойкость к агрессивной среде. «Нержавейка» хорошо переносит кислоты и щелочи, а пластмасса способна раствориться и дать осадок. Это не только снижает срок службы трубопровода, но и загрязняет поток рабочей среды.
- Механические характеристики. Металл прочнее, чем пластик, и не теряет свойства от времени. Конструкция эстакады получается надежнее, но тяжелее, поэтому в местах перегиба трубопровода нужно поставить дополнительную опору.

Необязательно делать колено строго под углом 90 градусов. Встречаются уголки с углом поворота 30°, 45°, 60° и другие. Различается и радиус закругления. Если он близок к диаметру трубы, то колено называют крутоизогнутым. Отводы с большим радиусом закругления встречаются реже. Обычно там, где не нужна компактность.

Важно! Чем меньше радиус закругления и чем ближе угол загиба к 90°, тем больше потери напора в трубопроводе. Учтите это при проектировании.
А еще при выборе стальных отводов обратите внимание на метод их изготовления. Так вы подберете лучшее предложение по балансу «цена-характеристики».
Видео:ОТВОД трубы под любой угол легко , 45 , 90 , 67 градусов как отрезатьСкачать

Нюансы производства
Нельзя просто так согнуть трубу, иначе появятся складки. Поэтому инженеры придумали разные методы изготовления.
Штамповка
Прямую трубу-заготовку нагревают до 1000-1100°С, кладут в 2-ручьевой овальный штамп и сдавливают. Затем сжимают в поперечном направлении, чтобы убрать овальность. Заключительный этап – формовка в калибровочных штампах. А чтобы не согнуть края заготовки, в них помещают специальные металлические вкладыши.
Такие изделия стандартизированы по ГОСТ 22794, ГОСТ 22796, ГОСТ 22818, ГОСТ 22819-83 и изготавливаются по техническим условиям ТУ 39-905-83, ТУ 102-488-95. В них указаны размеры отводов, в том числе в различных исполнениях, предельное давление рабочей среды и другая нужная информация.

Горячая протяжка
При таком методе заготовку нагревают и протягивают через сердечник с заданным радиусом закругления. Затем обрабатывают торцы. Финальный этап – калибровка.
Стандарты для таких отводов – ГОСТ 17375 и ГОСТ 30753-2001. Их делают по условиям ТУ 26–18–38–90. В документах вы найдете характеристики изделия и пример маркировки, что облегчит проектирование трубопровода и закупку деталей.
Оба способа ориентированы на массовое применение, они дают дешевые и качественные изделия одного размера.

А чтобы поменять номенклатуру выпускаемых частей, требуется покупать новое оборудование. Но для покупателей это не проблема.
Гибка заготовок на трубогибах
Хороший способ получить изделие с уникальными характеристиками. Например, с нестандартной толщиной стенки. На одном станке можно сделать разные по размеру уголки, но требуется специальное гибочное оборудование и навыки работы с ним.
Зато изделие получается цельным. Бесшовные отводы прочнее и выдерживают большее давление, чем сварные. Но иногда без сварки не обойтись.
Сварка
При сварном методе колено собирается из нескольких колец разной формы. Спроектировать эти секторы можно по специальным таблицам. Затем выкройку, которую еще называют «рыбкой», оборачивают вокруг трубы-заготовки и размечают места реза. После этого разрезанные части свариваются в изделие. Получается недорого и практично.
Такие колена нормируются отраслевыми стандартами: ОСТ 34 10.419 – 90, ОСТ 34 10.752-90, ОСТ 34 42.663-84 и ОСТ 36-21-77. В них указываются размеры секторов и параметры сварных швов.

Точение
Уголок производится из цельной заготовки путем механической обработки. Достоинство метода – можно сделать колено для труб различного диаметра. А минусы – длительность и высокая стоимость обработки, поскольку большая часть материала срезается в виде стружки.
Такие изделия регламентированы по ГОСТ 22820-83 и ГОСТ 22821-83. В них указаны размеры и другие параметры, необходимые для изготовления.

Видео:Видеоурок-как сделать отвод из жести,из 3х частей.Скачать

Размеры и вес
Для разных трубопроводов производятся отводы различных размеров.
- Уголки размером 25-32 мм самые компактные. Они бывают как приварные, так и резьбовые. Часто встречаются в бытовой сфере.
- Колена с внешним диаметром 40-57 мм. Их используют при прокладке магистральных подводящих трубопроводов, а еще в химической и пищевой промышленности.
- Отводы на 100-159 мм распространены на трубопроводах промышленных предприятий.
- Толстостенные элементы диаметром более 160 мм ставят на трубопроводы с большим рабочим давлением и расходом технологической среды.

В каталогах указываются наружный диаметр и толщина стенки в мм. Например, 108х4, 219х6 или 114х4. Другие необходимые параметры можно узнать из технической документации или ГОСТов.
Стандартный ряд внешних диаметров: 15, 20, 25, 32, 40, 50, 65, 80, 100, 125, 150, 200, 250, 300, 350, 400, 450, 500, 600, 700, 800, 900, 1000 мм. А толщина стенки лежит в пределах 2-12,5 мм.
Колена должны иметь те же соединительные размеры, что и трубы. А если при проектировании расчетная величина внутреннего диаметра не равняется стандартной, то значение нужно округлять до ближайшего большего. Только не забудьте про коэффициент запаса.

При проектировании угловых соединений большого диаметра обязательно учитывайте массу:
- отводы размером 25-50 мм весят от 100 г до 1 кг;
- уголки диаметром 50-100 мм имеют вес 0,5-5,5 кг;
- колена на 100-125 мм имеют массу 2,5-10 кг;
- при размере 150-300 мм масса составляет 6,5-56 кг;
- вес отводов диаметром 350 мм достигает 80 кг;
- самые большие колена на 500 мм могут весить 500 кг и более.


Важно! Масса не распределена равномерно, как у трубы, а сосредоточена в одной точке. Поэтому дополнительная опора в месте изгиба трубопровода не повредит.
Но не всегда удается выбрать стандартное изделие. Тогда придется делать его самостоятельно. Вы сможете сами задать нужный диаметр и длину, чтобы его было удобнее устанавливать на трубопровод.
Видео:calculation pipe pieces.(part 1.) (Расчёт трубных катушек) (часть 1.)Скачать

Область применения
Стальные отводы с углом поворота 90 градусов применяются везде, где требуется сделать изгиб трубопровода:
- тяжелая промышленность, машиностроение;
- химическая, пищевая и другие отрасли промышленности;
- газо- и нефтеперерабатывающая индустрия;
- транспортировка газов и жидкостей, с том числе и агрессивных;
- энергетическая отрасль;
- жилищно-коммунальная сфера, быт.


Необязательно использовать отводы только по прямому назначению. Еще они могут послужить для изготовления перил, поручней, самоделок и других вещей.
Стальные колена выдерживают значительные перепады температур – от -70°С до +500°С, поэтому они работают в любых условиях и с различными рабочими средами, такими как:
- очищенная и загрязненная вода;
- пар с температурой до 500°С;
- воздух, предельное давление которого определяется толщиной стенки отвода;
- природный газ, нефть;
- кислоты, щелочи.

Соединения можно дополнительно защитить лаками и красками. А для придания теплоизоляции трубопровод покрывается минеральной ватой и другими изолирующими материалами.
Стальные колена увеличивают надежность трубопровода, ведь благодаря им можно сделать П-образные компенсаторы теплового расширения. И позволяют сэкономить на прокладке магистрали, ведь препятствия можно «обойти». Так что стальные отводы – это неотъемлемый атрибут любых магистральных трубопроводов.
Видео:Отвод вентиляционный, прямоугольного сечения.Скачать

Отводы сварные секторные
Отводы сварные секторные (сегментные) используются для соединения труб большого диаметра с определенным углом поворота потока, работающих в условиях невысокого давления. Угол поворота сварного отвода зависит от области применения и условий эксплуатации данной детали. Отвод сварной секторный может быть изготовлен под разными углами, но наиболее распространенные отводы секторные сварные имеют угол в 30°, 45°, 60° и 90°. На сегодняшний день, практически во всех строительствах трубопроводов или теплотрасс используются сварные секторные отводы. На рисунке, приведенном ниже, вы можете посмотреть как схематично выглядят отводы сварные секторные:
Отводы сварные секторные:

Отводы сварные секторные чаще всего изготавливаются по двум стандартам: ОСТ 36-21-77 (для нефтепроводов) и ОСТ 34 10.752-97 (для трубопроводов воды и пара). Отводы сварные секторные изготавливаются из листа стали или трубы путем изготовления конусообразных колец с дальнейшей их сваркой в отвод (колено). Такие отводы идут от диаметра 530мм и выше. Отличительной особенностью сварных отводов является цена, как правило, она в разы ниже цены на отводы крутоизогнутые цельнотянутые и отводы штампосварные больших диаметров, это обусловлено простым процессом их изготовления.
В нижеприведенных таблицах указаны все виды отводов сварных секторных по ОСТ 36-21-77 и ОСТ 34 10.752-97 поставляемые нашей компанией, а также все характеристики данных отводов:
Отводы по ОСТ 36-21-77
| Размеры, мм | Условное давление Ру МПа | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Dу | Dн | R | L отводов под углом | Н | s | неагрес-сивных | среднеаг-рессивных | |||||
| секторов | полусекторов с углом | |||||||||||
| 90° | 60° | 45° | 30° | 22°30’ | 15° | |||||||
| 500 | 530 | 750 | 750 | 432 | 310 | 201 | 260 | 200 | 130 | 7 8 10 12 | 1,6 (16) 2,5 (25) — — | 1,0 (10) — 1,6 (16) 2,5 (25) |
| 600 | 630 | 900 | 900 | 520 | 372 | 241 | 314 | 242 | 157 | 7 10 12 | 1,6 (16) 2,5 (25) — | 1,0 (10) 1,6 (16) 2,5 (25) |
| 800 | 820 | 1200 | 1200 | 694 | 496 | 322 | 424 | 327 | 212 | 8 10 12 14 | 1,6 (16) — 2,5 (25) — | 1,0 (10) 1,6 (16) — 2,5 (25) |
| 1000 | 1020 | 1500 | 1500 | 865 | 620 | 402 | 530 | 410 | 265 | 8 10 12 15 | 1,0 (10) 1,6 (16) — 2,5 (25) | 0,63 (6,3) 1,0 (10) 1,6 (16) — |
| 1200 | 1220 | 1800 | 1800 | 1040 | 745 | 483 | 638 | 493 | 319 | 9 12 15 | 1,0 (10) 1,6 (16) — | 0,63 (6,3) 1,0 (10) 1,6 (16) |
| 1400 | 1420 | 2100 | 2100 | 1210 | 870 | 564 | 744 | 576 | 372 | 10 14 | 1,0 (10) 1,6 (16) | 0,63 (6,3) 1,0 (10) |
В следующей таблице Вы можете посмотреть массу отводов изготовленных по ОСТ 36-21-77:
| Размеры, мм | Масса, кг | |||||||
|---|---|---|---|---|---|---|---|---|
| Dу | S | отводов под углом | секторов | полусекторов с углом | ||||
| 90° | 60° | 45° | 30° | 22°30’ | 15° | |||
| 500 | 7 8 10 12 | 109,1 124,4 154,7 184,7 | 72,7 83,8 102,9 122,9 | 56,0 63,8 79,3 94,6 | 36,2 41,2 51,2 61,0 | 36,0 41,0 50,9 60,7 | 27,8 31,6 39,2 46,7 | 17,9 20,3 25,2 29,9 |
| 600 | 7 10 12 | 155,9 220,9 265,2 | 103,9 147,4 176,0 | 80,1 113,6 135,6 | 51,8 73,3 87,5 | 51,6 73,0 87,1 | 39,8 56,3 67,1 | 25,6 36,2 43,0 |
| 800 | 8 10 12 14 | 309,3 385,5 461,1 535,9 | 206,0 256,7 306,9 356,5 | 159,0 198,0 236,8 275,2 | 102,8 127,9 152,8 177,5 | 102,4 127,5 152,3 177,0 | 79,0 98,4 117,4 136,3 | 50,9 63,3 75,5 87,3 |
| 1000 | 8 10 12 15 | 481,9 600,8 719,1 895,5 | 321,0 400,2 487,8 596,1 | 247,8 308,8 369,4 459,8 | 160,1 199,5 238,6 296,7 | 159,8 199,0 238,0 296,0 | 123,3 153,6 183,6 228,2 | 79,5 98,9 118,1 146,6 |
| 1200 | 9 12 15 | 778,0 1037,2 1288,7 | 518,3 690,8 858,0 | 400,2 531,6 662,1 | 258,6 343,4 427,3 | 258,1 342,7 426,6 | 199,3 264,4 329,0 | 128,5 170,3 211,6 |
| 1400 | 10 14 | 1174,2 1637,9 | 782,2 1090,8 | 603,9 841,9 | 390,3 543,7 | 389,7 542,9 | 300,8 418,8 | 194,0 269,7 |
Ниже приведен пример условного обозначения отводов по ОСТ 36-21-77:
Отводы по ОСТ 34.10.752-97

В ОСТ 34 10.752-97 есть 5 таблиц, в каждой из которых указаны все характеристики для отводов (колен) в 15°, 30°, 45°, 60° и 90°. Мы не будем описывать характеристики всех колен, а укажем характеристики наиболее популярных отводов – отводов с углом в 90°:
| Условное Давление Ру | Условные проход Dу | Разм. Присоед. Труб Dн х S | Dн1 | S1 | R | α1 | α2 | φ | a | a1 | b | b1 | C | Масса, кг |
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 2,5 (25) | 100 | 108*4 | 108 | 4 | 305 | 11° 15’ | 22° 30’ | 90° | 144 | 122 | 100 | 100 | 355 | 6,2 |
| 125 | 133*4 | 133 | 320 | 154 | 127 | 370 | 8,1 | |||||||
| 150 | 159*5 | 159 | 5 | 330 | 164 | 132 | 380 | 12,3 | ||||||
| 200 | 219*7 | 219 | 7 | 360 | 188 | 144 | 100 | 100 | 410 | 25,6 | ||||
| 250 | 273*8 | 273 | 8 | 410 | 218 | 159 | 110 | 105 | 460 | 40,9 | ||||
| 300 | 325*8 | 325 | 490 | 260 | 180 | 130 | 115 | 540 | 56,8 | |||||
| 350 | 377*9 | 377 | 9 | 570 | 300 | 200 | 150 | 125 | 620 | 84,3 | ||||
| 400 | 426*10 | 426 | 10* | 640 | 240 | 220 | 170 | 135 | 690 | 118,4 | ||||
| 500 | 530*8 | 530 | 8 | 800 | 424 | 212 | 212 | 106 | 800 | 134,0 | ||||
| 11 | 530 | 318 | 209 | 106 | 103 | 580 | 138,5 | |||||||
| 600 | 630*8 | 630 | (12) | 950 | 504 | 252 | 252 | 126 | 950 | 283,3 | ||||
| 630 | 378 | 239 | 126 | 113 | 680 | 209,4 | ||||||||
| 700 | 720*9 | 720 | 9 | 1080 | 572 | 286 | 286 | 143 | 1080 | 276,4 | ||||
| 11 | 720 | 432 | 266 | 144 | 122 | 770 | 247,6 | |||||||
| 800 | 820*11 | 820 | 1230 | 652 | 326 | 326 | 163 | 1230 | 438,8 | |||||
| 820 | 492 | 296 | 164 | 132 | 870 | 317,7 | ||||||||
| 1000 | 1020*14 | 1020 | 14 | 1350 | 812 | 406 | 406 | 203 | 1530 | 862,5 | ||||
| 1020 | 608 | 304 | 202 | 101 | 1020 | 579,0 | ||||||||
| 1200 | 1220*14 | 1220 | 1830 | 972 | 486 | 486 | 243 | 1830 | 1233,7 | |||||
| (18) | 1220 | 732 | 366 | 244 | 122 | 1220 | 1068,5 | |||||||
| 1,6 (16) | 400 | 426*6 | 426 | 10* | 640 | 340 | 220 | 170 | 135 | 690 | 118,4 | |||
| 500 | 530*8 | 530 | 8 | 530 | 318 | 209 | 106 | 103 | 580 | 100,7 | ||||
| 600 | 630*8 | 630 | (10) | 950 | 504 | 252 | 252 | 126 | 950 | 236,7 | ||||
| 630 | 378 | 239 | 126 | 113 | 680 | 174,6 | ||||||||
| 700 | 720*9 | 720 | 9 | 720 | 432 | 266 | 144 | 122 | 770 | 202,8 | ||||
| 800 | 820*9 | 820 | 1230 | 652 | 326 | 326 | 163 | 1230 | 358,5 | |||||
| 820 | 492 | 296 | 164 | 132 | 870 | 259,9 | ||||||||
| 1000 | 1020*10 | 1020 | 10 | 1530 | 812 | 406 | 406 | 203 | 1530 | 616,3 | ||||
| 1020 | 608 | 304 | 202 | 101 | 1020 | 413,0 | ||||||||
| 1200 | 1220*11 | 1220 | 11 | 1830 | 972 | 486 | 486 | 243 | 1830 | 969,4 | ||||
| 1220 | 732 | 366 | 244 | 122 | 1220 | 651,8 | ||||||||
| 1400 | 1420*14 | 1420 | (14) | 2130 | 1132 | 566 | 566 | 283 | 2130 | 1671,3 | ||||
| 1420 | 852 | 426 | 284 | 142 | 1420 | 1123,8 | ||||||||
| 1600 | 1620*14 | 1620 | (14) | 2430 | 1290 | 644 | 644 | 322 | 2206,2 | |||||
| (18) | 1620 | 966 | 483 | 322 | 161 | 1901,6 |
Ниже приведен пример условного обозначения отводов по ОСТ 34 10.752-97:
Если Вам требуется посмотреть вышеуказанные характеристики для колен 15°, 30°, 45° или 60°, то Вы сможете посмотреть их на нашем сайте нажав на ОСТ 34 10.752-97.
Все швы сварных отводов тщательно проверяются на неразрушающий контроль, а также на разрушающий контроль. Методы контроля могут быть различны, например: Радиационная дефектоскопия, ультразвуковая дефектоскопия, магнитная и электромагнитная дефектоскопия и т.д. Поэтому все сварные отводы, поставляемые ООО “ТД ”Союз ДСК”, успешно выдерживают все необходимые воздействия при правильных условиях их эксплуатации.
Сварные секторные отводы могут быть произведены из различных видов стали (углеродистой, низколегированной, высоколегированной коррозионно-стойкой, жаростойкой и жаропрочной). Они применяются в соединениях трубопроводов многих видов промышленности, позволяющих по условиям эксплуатации их использование.
Наша компания поставляет отводы сварные секционные из различных марок стали, таких как: сталь 20 и 09Г2С (отводы сварные стальные), сталь 12х18н10т (отводы сварные нержавеющие) и др. Возможно изготовление отводов сварных секторных других диаметров, из других марок стали, по другим нормативным документам (ТУ 102-488-95 и др.), а также по чертежам и эскизам заказчика.
🔥 Видео
Отвод под 90 градусов нержавеющийСкачать

Autodesk Inventor. Построение модели и развертки отвода 90 градусов из пяти звеньевСкачать

Отвод 90°Скачать

Отвод 90° из нержавейки. Подробное изготовление. Мини производство.Скачать

как сделать отвод 90 градусовСкачать

как сделать отвод 90 градусов часть2Скачать

отвод 90° из трубы 76/ф.Скачать

Отвод 90 градусов. Отводы из нержавейки. Стандарты нержавеющих отводов. DIN SMS ГОСТСкачать

Отводы вентиляционные из оцинкованной стали для дымоудаленияСкачать

Как изготовить шаблон ( Рыбка) для сегментного отвода 90 градусов или разрезать трубу под 45 градусоСкачать

Немного ремонта или как сделать отвод в 90 градусов из круглой трубы своими руками!Скачать
