- Площадь сечения шва
- svarka-24.info
- Расход материалов при сварочных работах – методы расчета
- Особенности проволоки
- Катушки и катушкодержатели
- Нормы расхода
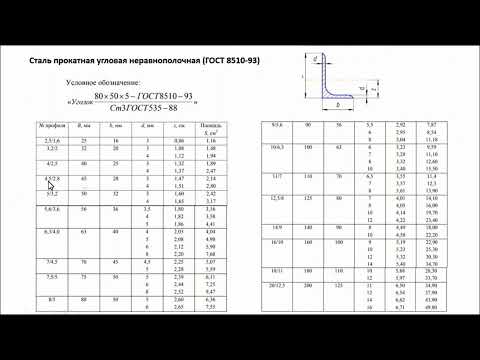
- Проведение расчета расхода сварочной проволоки на метр шва (формула, примеры, таблицы)
- Как рассчитать расход
- Таблицы
- Расход электродов на 1 кг наплавленного металла
- Расчет количества электродов при сварке различных соединений
- Сварные соединения без скоса кромок
- Угловые соединения
- Тавровые соединения
- V-образные односторонние сварные соединения
- Пример расчета
- Где купить
- Механизм подачи материала
- 🎦 Видео
Видео:Расчет сварного соединенияСкачать
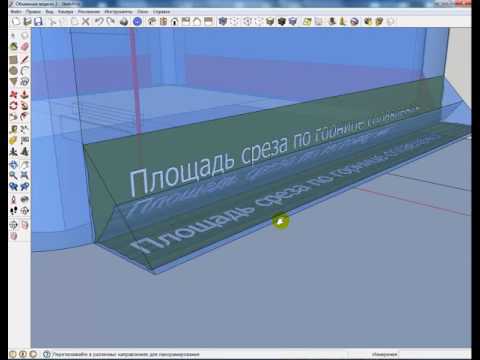
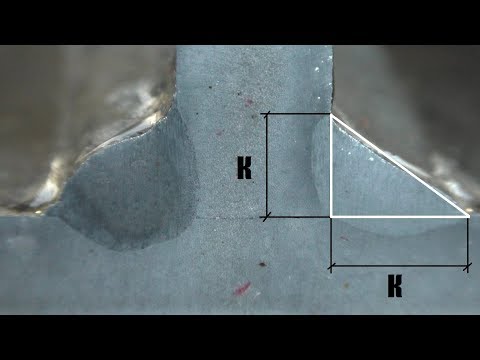
Площадь сечения шва
Шов (сварной шов) — это место сплава разных элементов одной конструкции.
Сечение шва — это изображение фигуры, образованной рассечением шва плоскостью в поперечном направлении.

Формула для расчета площади сечения шва:
a — основание шва;
h — высота шва.
Смотрите также статью о всех геометрических фигурах (линейных 1D, плоских 2D и объемных 3D).
Быстро выполнить эту математическую операцию можно с помощью нашей онлайн программы. Для этого необходимо в соответствующее поле ввести исходное значение и нажать кнопку.
На этой странице представлен самый простой онлайн калькулятор расчета площади сечения шва (площади поперечного сечения шва), если известны основание шва и его высота. С помощью этого калькулятора вы в один клик сможете рассчитать площадь сечения шва (площадь поперечного сечения шва, площадь сечения сварного шва, площадь сечения металла шва).
Видео:3. 1-3 Расчет сварных угловых швов нахлесточного соединения (Calculation of welded corner seams)Скачать

svarka-24.info
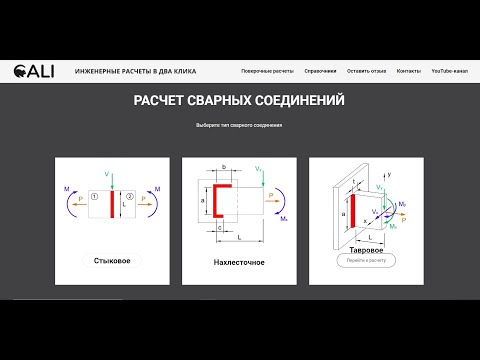
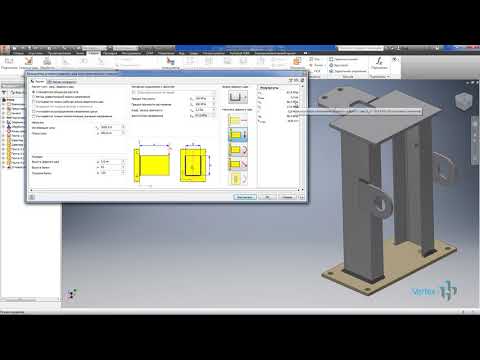
 Вашему вниманию предлагается программа для расчета поперечного сечения сварных швов практической любой конфигурации. Программа разработана 4 года назад, правильность работы формул проверена временем. Очень удобно использовать данную программу при выполнении курсовых и дипломных работ по сварке.
Вашему вниманию предлагается программа для расчета поперечного сечения сварных швов практической любой конфигурации. Программа разработана 4 года назад, правильность работы формул проверена временем. Очень удобно использовать данную программу при выполнении курсовых и дипломных работ по сварке.
Работа с программой предельно проста – нужно всего-навсего заполнить необходимые исходные данные в соответствующие окошка. После заполнения всех необходимых данных в последнем окошке получим результат расчета в миллиметрах квадратных. Внимательно отнеситесь к единицам измерения.
В данной программе можно рассчитать практически все возможные стыковые сварные швы, а также угловые и тавровые швы.
Видео:Калькуляторы для расчета сварных соединенийСкачать
Расход материалов при сварочных работах – методы расчета
Главная / Расходные материалы
Время на чтение: 3 мин

Чтобы приступить к сварке, под рукой необходим сам аппарат, сопутствующие материалы, клеммы, проволока.
Чтобы заняться процессом, нужно включить агрегат в розетку и творить, пока есть желание и вдохновение на работу. А сопутствующие материалы могут закончиться в самую неподходящую минуту.
Во избежание таких неприятных сюрпризов, нужно знать соотношение между количеством расходников с объёмом работ.
Надо заранее рассчитывать предполагаемый расход. Каждый сварщик , перед тем как взяться за объект просчитывает все до мелочей и озвучивает заказчику ориентировочную стоимость.
Сварочная проволока продается в катушках или бобинах. Иногда обрабатывается раствором для увеличения срока хранения.
В нашем обзоре мы подробно расскажем, как рассчитать метраж проволоки, покажем наглядно в расчетах.
- Специфика проволоки
- Расход проволоки
- Как произвести расчет
- Пример
- Подведем итог
Видео:Калькулятор металла Расчет размеров и веса металлоконструкцийСкачать

Особенности проволоки
Прежде чем производить расчет расхода сварочной проволоки ознакомьтесь со всеми особенностями присадочного материала, используемого в работе. Прежде всего, проволока может иметь разный коэффициент наплавки, что существенно влияет на итоговые цифры в расчете.
Если вы используете проволоку для сварки автоматическим или полуавтоматическим сварочным оборудованием, то расчет расхода сварочных комплектующих просто необходим. При аргонодуговой сварке это необязательно, но и лишним тоже не будет. Поскольку при таких видах сварки рекомендуется не прерывать сварочный шов, а этого можно добиться только после точного расчета количества проволоки. Лучше знать заранее расход сварочной проволоки при сварке полуавтоматом, чем впоследствии исправлять ошибки. Существует такое понятие, как норма расхода материала. При этом в норму входит не только количество проволоки, но и ее перерасход на случай ошибок сварщика или непредвиденных обстоятельств. При расчете учитываются все этапы сварки: от подготовительных до заключительных. Это можно сравнить со строительной сметой. Зная необходимое количество, скажем, кирпича, вы заранее знаете, какой высоты и толщины получатся стены. Давайте подробнее поговорим о нормах расхода сварочных материалов.
Видео:11. Расчет горизонтальных, радиально ориентированных в плане швов (Calculation of welded seams)Скачать

Катушки и катушкодержатели
Проволока сварочная алюминиевая ER4043 (1.6 мм; катушка 6 кг) ELKRAFT 93614. Фото ВсеИнструменты.ру
На катушки наматывается сварочная проволока, с которых происходит ее съем во время работы. Катушка надежно закрепляется в полуавтоматах с помощью устройств называемых катушкодержателями. Устройства для крепления катушек должно соответствовать аналогичному на катушкодержателе.
При выключении полуавтомата катушка с проволокой стремится продолжить свое движение, что может привести к образованию петель на проволоке. Конструкция катушкодержателя имеет тормозное устройство, например, в виде фрикциона. Регулировка его с помощью гайки не позволяет катушке свободно разматываться и сохраняет правильную намотку проволоки.
Видео:2. Введение и краткая теория расчета угловых сварных швов (Calculation of fillet welds)Скачать
Нормы расхода
При газовой или при аргонодуговой сварке существуют свои нормы расхода проволоки, которые прописаны в нормативных документах. Они взяты не из «воздуха», а рассчитаны исходя из имеющегося опыта, накопленного у профессиональных сварщиков. Каждый тип сварки и тип проволоки имеет свои физические и химические свойства, которые нужно учитывать при расчете, поэтому нельзя назвать точные цифры расхода материала для всех сварок сразу. Тем не менее, есть приблизительные общие значения, которые вы можете видеть на таблице ниже. Таблица ознакомительная, не принимайте эти цифры всерьез, проводите расчеты самостоятельно.
Чаще всего рассчитывают расход сварочной проволоки на 1 метр шва. Это очень удобно, поскольку можно легко и быстро произвести последующие расчеты на увеличение или уменьшение количества материала для шва. В интернете можно легко найти калькулятор расхода сварочных материалов, который упростит расчеты. Но мы рекомендуем научиться самому рассчитывать количество проволоки.
Видео:Расчет сварных швов в InventorСкачать
Проведение расчета расхода сварочной проволоки на метр шва (формула, примеры, таблицы)
Чтобы приступить к сварке, под рукой необходим сам аппарат, сопутствующие материалы, клеммы, проволока.
Чтобы заняться процессом, нужно включить агрегат в розетку и творить, пока есть желание и вдохновение на работу. А сопутствующие материалы могут закончиться в самую неподходящую минуту.
Во избежание таких неприятных сюрпризов, нужно знать соотношение между количеством расходников с объёмом работ.
Надо заранее рассчитывать предполагаемый расход. Каждый сварщик , перед тем как взяться за объект просчитывает все до мелочей и озвучивает заказчику ориентировочную стоимость.
Сварочная проволока продается в катушках или бобинах. Иногда обрабатывается раствором для увеличения срока хранения.
В нашем обзоре мы подробно расскажем, как рассчитать метраж проволоки, покажем наглядно в расчетах.
Видео:36 Расчет сварных швовСкачать
Как рассчитать расход
Расход сварочных материалов при аргонодуговой сварке или расход проволоки при сварке полуавтоматом на один метр шва производится по следующей формуле:
N = G*К
Где «N» — это искомый параметр или, говоря другими словами, норма расхода проволоки на 1 метр, которую нам нужно рассчитать. «G» — это масса наплавки на готовом сварочном шве, опять же длинной в один метр. А «К» – это коэффициент поправки, который зависит от массы наплавленного материала к расходу металла, который потребовался для сварки. Чтобы выяснить значение G (масса наплавки на сварном соединении) нам потребуется эта формула:
G = F*y*L
Буква «F» обозначает площадь поперечного сечения шва в квадратных метрах. Буква «у» — это плотность металла, из которого изготовлена проволока.
Обратите внимание! Значение «у» крайне важно, поскольку каждая марка проволоки может существенно отличаться по весу из-за металла, используемого для ее изготовления.
Значение «L» автоматически замещается цифрой 1, поскольку мы рассчитываем именно 1 метр. Если вам необходимо рассчитать более или менее метра, то используйте другую цифру. С помощью этих формул можно рассчитать расход проволоки при нижнем сваривании. Для других способов сварки нужно итоговую цифру «N» умножить на значение «К», отличное от 1.
Значение «К» изменяется в соответствии с положением:
- При нижнем положении «К» равен цифре 1
- При полувертикальном — 1.05
- При вертикальном — 1.1
- При полотолочном — 1.2
Если вы варите металл с помощью полуавтомата, учитывайте защитный газ, используемый в работе, характеристики вашего сварочного аппарата, диаметр проволоки и особенности деталей.
Благодаря этим простым расчетам вы сможете легко узнать количество проволоки, необходимой для сварки деталей при аргонодуговой сварке или любом другом виде сварочных работ. Учитывайте все особенности вида сварки и используемой проволоки, чтобы расчеты получились точными.
Видео:Расчет сварной конструкции на прочность в SolidworksСкачать
Таблицы
Расход электродов на 1 кг наплавленного металла
Для сварки углеродистых и низколегированных сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| Тип Э42 | |
| ВСЦ-4 | 1,6 |
| ОЭС-23 | |
| АНО-6 | 1,65 |
| АНО-17 | 1,7 |
| ОМА-2 | |
| ВСЦ-4М | 1,8 |
| Тип Э42А | |
| УОНИ-13/45 | 1,6 |
| УОНИ-13/45А | 1,7 |
| Тип Э46 | |
| ОЗС-6 | 1,5 |
| АНО-13 | 1,6 |
| ВРМ-26 | |
| АНО-21 | 1,65 |
| АНО-4 | |
| АНО-24 | |
| АН 0-34 | 1,7 |
| ВРМ-20 | |
| МР-3 | |
| ОЗС-12 | |
| Тип Э46А | |
| УОНИ-13/55К | 1,6 |
| ТМУ-46 | 1,65 |
| Тип Э50 | |
| ВСЦ-3 | 1,7 |
| 55-У | 1,8 |
| Тип Э50А | |
| ОЗС-18 | 1,5 |
| ТМУ-21У | |
| ОЗС-25 | 1,6 |
| ОЗС-28 | |
| ОЗС-33 | 1,6 |
| AHO-27 | 1,65 |
| ИТС-4 | 1,7 |
| УОНИ-13/55 | |
| ЦУ-5 | |
| ЦУ-7 | |
| Тип Э55 | |
| МТГ-02 | 1,55 |
| Тип Э60 | |
| МТГ-01К | 1,55 |
| ВСФ-65 | 1,6 |
| ОЗС-24М | |
| УОНИ-13/65 | |
Для сварки высоколегированных сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| ОЗЛ-36 | 1,5 |
| ЗИО-3 | 1,55 |
| ЭА-898/19 | 1,6 |
| ОЗЛ-14А | |
| АН В-32 | |
| ЭА-606/10 | 1,7 |
| ЦТ-15 | |
| ЦТ-15К | |
| ЦЛ-11 |
Для сварки коррозионностойких сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| ОЗЛ-8 | 1,7 |
| ОЗЛ-14 | |
| ОЗЛ-12 | 1,75 |
| ЭА-400/10У | 1,8 |
| ЭА-400/10Г |
Для сварки теплоустойчивых сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| ТМЛ-1 | 1,5 |
| ТМЛ-1У | |
| ТМЛ-3У | |
| ЦУ-2М | 1,55 |
| ТМЛ-3 | |
| ЦЛ-27А | |
| УОНИ-13/15М | 1,6 |
| У0НИ-13ХМ | |
| ЦЛ-39 | |
| ЦЛ-36 | |
| ЦЛ-40 | |
| ЦЛ-17 | |
| ЦЛ-26М | 1,65 |
| ЦЛ-41 | |
| ЦЛ-6 | 1,7 |
| ЦЛ-55 | |
| АН В-1 | |
| ЦЛ-10 | 1,75 |
| ОЗС-11 | 1,8 |
Для сварки разнородных сталей и сплавов
| Марка | Расход на 1 кг наплавленного металла, кг |
| ИМЕТ-10 | 1,3 |
| АНЖР-2 | 1,6 |
| АНЖР-1 | 1,7 |
| НИИ-48Г |
Для сварки жаропрочных сталей
| Марка | Расход на 1 кг наплавленного металла, кг |
| НИАТ-5 | 1,6 |
| ЭА-395/9 | |
| ЦТ-10 | 1,7 |
Расчет количества электродов при сварке различных соединений
Сварные соединения без скоса кромок
| Положение шва | Толщина основного металла, мм | Зазор, мм | Масса наплавленного металла, кг /1 м шва |
| Нижнее | 1 | 0 | 0,02 |
| 1.5 | 0,5 | 0,02 | |
| 2 | 1 | 0,03 | |
| 3 | 1,5 | 0,05 | |
| Нижнее | 4 | 2 | 0,13 |
| 5 | 2 | 0,16 | |
| 6 | 2,5 | 0,21 | |
| 7 | 3 | 0,28 | |
| Горизонтальное | 1 | 0 | 0,02 |
| 1,5 | 0,5 | 0,03 | |
| 2 | 1 | 0,04 | |
| 3 | 1,5 | 0,07 | |
| Горизонтальное | 4 | 2 | 0,17 |
| 5 | 2,5 | 0,20 | |
| 6 | 3 | 0,25 | |
| 7 | 3 | 0,33 | |
| Потолочное | 4 | 2 | 0,08 |
| 5 | 2 | 0,13 | |
| 6 | 2,5 | 0,14 | |
| 7 | 3 | 0,16 |
Угловые соединения
масса наплавленного металла, кг /1 м шва
| Толщина металла, мм | Площадь сечения шва, мм2 | ||||
| 2 | 2 | 0,03 | 0,02 | 0,03 | 0,03 |
| 3 | 4,5 | 0,05 | 0,05 | 0,05 | 0,06 |
| 4 | 8 | 0,07 | 0,07 | 0,07 | 0,08 |
| 5 | 12,5 | 0,10 | 0,11 | 0.11 | 0,13 |
| 6 | 18 | 0,15 | 0,15 | 0,16 | 0,17 |
| 7 | 24,5 | 0,20 | 0,21 | 0,22 | 0,25 |
| 8 | 32 | 0,26 | 0,27 | 0,28 | 0,32 |
| 9 | 40,5 | 0,33 | 0,34 | 0,36 | 0,40 |
| 10 | 50 | 0,40 | 0,42 | 0,44 | 0,50 |
| 11 | 60,5 | 0,49 | 0,53 | 0,57 | 0,62 |
| 12 | 72 | 0,58 | 0,62 | 0,66 | 0,73 |
| 15 | 113 | 0,91 | 0,97 | 1,04 | 1,11 |
| 18 | 162 | 1,31 | 1,37 | 1,49 | 1,60 |
| 20 | 200 | 1,62 | 1,62 | 1,78 | 1,98 |
| 22 | 242 | 1,95 | 2,00 | 2,16 | 2,39 |
| 25 | 323 | 2,58 | 2,60 | 2,90 | 3,18 |
Тавровые соединения
масса наплавленного металла, кг/1 м шва
| Толщина металла, мм | Площадь сечения шва, мм2 | ||||
| 2 | 4 | 0,04 | 0,05 | 0,04 | 0,04 |
| 2,5 | 6,5 | 0,06 | 0,07 | 0,06 | 0,07 |
| 3 | 9 | 0,08 | 0,10 | 0,09 | 0.09 |
| 3,5 | 12,5 | 0,11 | 0,13 | 0,12 | 0,13 |
| 4 | 16 | 0,14 | 0,16 | 0,15 | 0,17 |
| 4,5 | 20,5 | 0,18 | 0,20 | 0,19 | 0,21 |
| 5 | 25 | 0,22 | 0,25 | 0,24 | 0,26 |
| 5,5 | 30,5 | 0,26 | 0,29 | 0,28 | 0,32 |
| 6 | 36 | 0,31 | 0,33 | 0,34 | 0,37 |
| 6,5 | 42,5 | 0,37 | 0,39 | 0,40 | 0,44 |
| 7 | 49 | 0,43 | 0,45 | 0,44 | 0,51 |
| 7,5 | 56,5 | 0,47 | 0,51 | 0,50 | 0,58 |
| 8 | 64 | 0,55 | 0,58 | 0,60 | 0,65 |
| 9 | 81 | 0,69 | 0,74 | 0,75 | 0,86 |
| 10 | 100 | 0,85 | 0,89 | 0,91 | 1,02 |
| 11 | 121 | 1,03 | 1,08 | 1.12 | 1,23 |
| 12 | 144 | 1,22 | 1,27 | 1,33 | 1,48 |
| 13 | 169 | 1,41 | 1,49 | 1,53 | 1.73 |
| 14 | 196 | 1,62 | 1,76 | 1,78 | 2,02 |
| 15 | 225 | 1,86 | 1,95 | 2,07 | 2,31 |
V-образные односторонние сварные соединения
масса наплавленного металла, кг /1 м шва
| Толщина металла, мм | Зазор, мм | Нижнее 50° | Нижнее 60° | Вертикальное 70° | Потолочное 80° | Горизонтальное60° |
| 4 | 1 | 0,09 | 0,10 | 0,132 | 0,14 | 0,11 |
| 5 | 1 | 0,13 | 0,15 | 0,19 | 0,22 | 0,16 |
| 6 | 1 | 0,17 | 0,20 | 0,29 | 0,30 | 0,24 |
| 7 | 1,5 | 0,26 | 0,30 | 0,38 | 0,44 | 0,33 |
| 8 | 1,5 | 0,31 | 0,37 | 0,47 | 0,55 | 0,44 |
| 9 | 1,5 | 0,38 | 0,44 | 0,59 | 0,69 | 0,51 |
| 10 | 2 | 0,49 | 0,57 | 0,76 | 0,86 | 0,64 |
| 11 | 2 | 0,56 | 0,66 | 0,89 | 1,02 | 0,76 |
| 12 | 2 | 0,65 | 0,77 | 1,05 | 1,23 | 0,89 |
| 14 | 2 | 0,86 | 1,02 | 1.34 | 1,60 | 1,17 |
| 15 | 2 | 0,97 | 1,15 | 1,55 | 1,81 | 1,34 |
| 16 | 2 | 1,04 | 1,23 | 1.75 | 2,02 | 1,46 |
| 18 | 2 | 1,33 | 1,60 | 2,17 | 2,51 | 1,83 |
| 20 | 2 | 1,63 | 1,94 | 2,62 | 3,11 | 2,21 |
| 25 | 2 | 2.46 | 2,94 | 4,00 | 4,76 | 3,34 |
Видео:Расчет сварного шва в InventorСкачать

Пример расчета
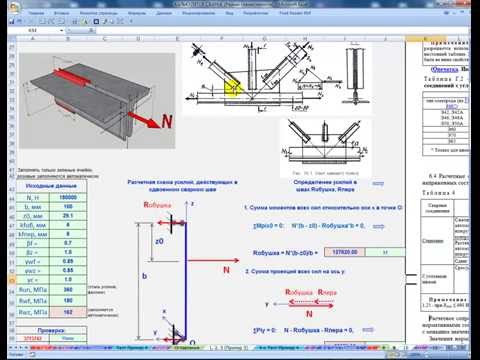
Чтобы лучше понять принцип расчета, приведем пример. Итак, какой будет расход присадочной проволоки при сварке полуавтоматом, если в качестве свариваемого металла будет использоваться обычная сталь? Начнем с расчета веса наплавки, нам пригодится формула G = F*y*L.
G=0,0000055 (м2) * 7850 (кг/м3) * 1 (метр) = 0,043 кг
После этого можно приступать к вычислению основного значения по формуле N=G*К
N = 0,043 * 1 = 0,043 кг
Учитывайте, что сварка производится в нижнем положении. Это значит, то коэффициент поправки равен единице, а итоговое значение не меняется.
Видео:8. Расчет горизонтальных в плане Н-образных угловых швов (Calculation of fillet welds)Скачать

Где купить
Продажей расходных материалов различных типов занимаются компании, собранные в отдельном разделе. Ознакомление с представленной информацией позволит узнать, где купить сварочную проволоку.
Кроме возможности приобретения продукции у поставщиков, рекомендуется также ознакомиться с ассортиментом, предлагаемом производителями. Ведущие мировые предприятия, например, ESAB и DEKA, обладают широкой сетью представительств, что позволяет приобрести расходные материалы и быть полностью уверенным в качестве продукции.
Разделы: Сварочная проволока
Метки: легированные сварочные проволоки, медная сварочная проволока, порошковые сварочные проволоки, проволока для аргонодуговой сварки, проволока сварочная алюминиевая, проволока сварочная омедненная, проволока сварочная полированная, проволока стальная сварочная, сварочная нержавеющая проволока, сварочная проволока титановая
Предыдущая статья: Производители сварочной проволоки Следующая статья: Сварочная проволока ESAB
Видео:4. Расчет сварных угловых швов прямоугольных в плане (Calculation of fillet welds)Скачать

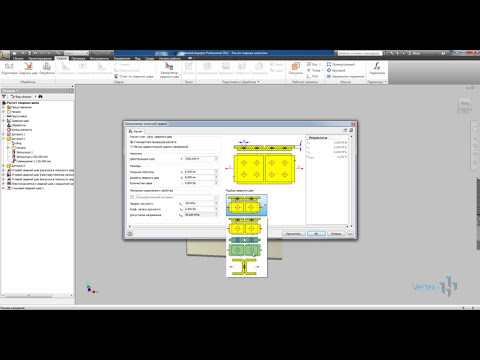
Механизм подачи материала
За стабильную подачу в зону сварки, в соответствии с заданными параметрами в полуавтомате, отвечает механизм подачи. Он позволяет регулировать скорость подачи проволоки в широком диапазоне значений.
Сварочный полуавтомат Blue Weld MEGAMIG 500S с механизмом подачи проволоки. Фото ВсеИнструменты.ру
В зависимости от конструктивного исполнения полуавтомата механизм может располагаться как в корпусе устройства, так и вне его.
- В случае расположения механизма в корпусе принцип работы основан на выталкивании проволоки в зону сварки. Передача расходного материала к соплу горелки происходит через гибкий металлический канал, вследствие чего имеются ограничения в длине такого направляющего устройства.
- Механизм может располагаться на самой горелке. Тогда он будет выполнять тянущее действие, подтягивая проволоку на себя. Преимущества такого способа заключаются в применении рукавов достаточно большой длины. Однако сварочная головка с увеличенным весом и габаритами создает существенные неудобства в работе сварщика.
- Механизмы подачи с комбинированным исполнением имеют право на существование, но применяются крайне редко.
Принцип работы механизма основан на подаче вращающимися роликами проволоки прижатой между ними. Основные узлы механизма следующие:
- стационарный ролик, который имеет возможность осуществлять только вращающие движения, канавки на ролике выполняются в согласование с диаметром протягиваемой проволоки;
- ролик с подвижной осью, соединенной с прижимным устройством и канавками с зеркальным отображением расположенных на стационарном ролике;
- прижимное устройство, регулирующее давление на проволоку;
- электропривод с червячным редуктором приводит в движение стационарный ролик;
- электронная схема управляющая параметрами (изменение скорости подачи, прерывание на заданный промежуток времени подачи и другие) устройства;
- направляющие втулки с диаметром несколько большим диаметра проволоки, устанавливаемые до и после устройства.
Для создания более равномерного прижима на проволоку применяют механизм с четырьмя роликами, расположенных по принципу 2 х 2.
🎦 Видео
Оборудование: Сварные соединения. Расчет массы сварного шваСкачать

Что такое катет сварного шва и как его выбратьСкачать
5. Расчет сварных угловых швов кольцевого очертания в плане (Calculation of welded fillet welds)Скачать

9. Расчет швов элементов ферм из спаренных уголков( Calculation of fillet welds)Скачать
Сварные соединенияСкачать
6. Расчет угловых сварных швов двутаврового очертания (Calculation of welded fillet welds)Скачать

ТЕХНИКА БЕЗОПАСНОСТИ. Вид Грубейшего Нарушения ТРЕБОВАНИЙ ТБ при работе на СТАНКАХ.Скачать

Тренажер по сопромату, расчет сварных соединенийСкачать
