Площадь зоны ТО или ТР находится по формуле [4]
где fa – максимальная площадь, занимаемая автомобилем в плане, м2;
Xз – число постов зоны, ед.;
Кп – коэффициент плотности расстановки постов.
Площадь, занимаемая автомобилем в плане, рассчитывается по формуле [4]
где la — длина автомобиля, м;
ba – ширина автомобиля, м.
Коэффициент Кп равен [1]:
— при одностороннем расположении постов Кп = 6…7;
— при двухстороннем расположении постов и поточном методе Кп = 4…5. Автомобили в парке имеют габаритные размеры [6], представленные в таблице 7.1. Площадь горизонтальной проекции автомобиля МАЗ-5549 определяется по формуле (7.2) и равна fa = 7,25·2,50 = 18,13 м2.
Площади других автомобилей рассчитываются аналогичным способом. Результаты расчета приведены в таблице 7.1.
Таблица 7.1 – Габаритные размеры в парке и площадь их горизонтальных проекций.
Параметр
Подвижной состав
ЗИЛ-131
МАЗ-5549
ГАЗ-53-12
Длина автомобиля, м
Ширина автомобиля, м
Площадь горизонтальной проекции,м2
Максимальную площадь горизонтальной проекции имеет автомобиль МАЗ-5549, равную fa =18,13 м2.
Площадь зоны ЕО определяется по формуле (7.1) и равна
 = 18,13·(5+1) ·4 = 435,12 м2.
= 18,13·(5+1) ·4 = 435,12 м2.
Площадь зоны ТО определяется по формуле (7.1) и равна
 = 18,13·2·6 = 217,56 м2.
= 18,13·2·6 = 217,56 м2.
Площадь зоны ТР определяется по формуле (7.1) и равна
 = 18,13·2·6 = 217,56 м2.
= 18,13·2·6 = 217,56 м2.
Общая площадь производственной зоны равна
 = 435,12+217,56+217,56 = 870,24 м2.
= 435,12+217,56+217,56 = 870,24 м2.
Статьи о транспорте:
Мельников Павел Петрович
Почетный академик Академии наук СССР, народник, проведший более двадцати лет в одиночных камерах Петропавловской и Шлиссельбургской крепостей, Николай Александрович Морозов в своих воспоминаниях так писал о поэме Н.А. Некрасова “Железная дорога”: “… Наряду с образом землекопов, погибавших при пост .
Расчет и проектирование стального упругого элемента
В ГОСТ нормированы стали для автомобильных пружин и рессор, изготавливаемых горячим формообразованием. Винтовые пружины выполняются преимущественно из стальной проволоки классов I, II, IIa, III по ГОСТ 9389-75, а также из проволоки по ГОСТ 14963-78. В табл. 43 [8] приведены выдержки из стандарта Г .
Определение накладных расходов
Накладные расходы — это косвенные расходы; определяются в процентах от суммы прямых затрат. Накладные расходы состоят из следующих групп затрат: — административно-хозяйственные pасхoды; — затраты на охрану труда и технику безопасности; — расходы по противопожарной и сторожевой охране; — расход .
РАСЧЕТ ПРОИЗВОДСТВЕННОЙ ПЛОЩАДИ ОБЪЕКТА ПРОЕКТИРОВАНИЯ
В проектах по техническому обслуживанию, диагностике и зоне
текущего ремонта определение производственной площади производится по формуле:

где:  — площадь горизонтальной проекции автомобиля, м 2 ;
— площадь горизонтальной проекции автомобиля, м 2 ;
n- количество постов в зоне ТО и ТР и постов диагностики. Принимается по результатам расчета в п. 4.5.;
F06 — суммарная площадь горизонтальной проекции оборудованbя, расположенного вне площади, занятой постами или линиями, м 2 ;
Кп — коэффициент плотности расстановки постов и оборудования.
Принимается по данным табл. 4.6.
| № п/н | Наименование подразделений | Коэффициент плотности |
| 1. | Зоны ТО и ремонта | 4,5 |
| 2. | Кузнечно-рессорный цех | 4,5-5,5 |
| 3. | Сварочный цех | 4,0 — 5,0 |
| 4. | Моторный, агрегатный, шиномонтажный, вулканизационный цехе | 3,5-4,5 |
| 5. | Слесарно-механический, аккумуляторный, карбюраторный, электро-технический цех | 3,0-4,0 |
При поточном методе технического обслуживания площадь зоны ТО определяется по формуле :
Где: L3 – длина зоны ТО, м;
B3 — ширина зоны ТО, м.
Длина зоны ТО определяется по формуле:
где Lл — рабочая длина линии ТО, м;
a1 = 1,5 … , 2,0 м — расстояние автомобиля до наружных ворот.
Рабочая длина линии ТО определяется по формуле:
где fa — габаритная длина автомобиля, м ;
n — число постов в зоне;
a = 1,2 . 2,0 м — расстояние между автомобилями.
Окончательно площадь зоны ТО или ТР и постов диагностики обычно вынужденно корректируется и устанавливается с учетом того, что при строительстве широк-» используются унифицированные типовые секции и пролеты, а также типовые конструкции и детали, изготовленные серийно заводами стройматериалов.
Производственные здания выполняются с сеткой колонн, имеющей одинаковый для всего здания шаг, равный 6 или 12 м, одинаковый размер пролетов с модулем 6 м, т.е. 12,18, 24 м и более.
В проектах по ремонтным цехам (участкам) производственная
площадь рассчитывается по формуле :
Где Fцех площадь цеха, м 2 ;
fоб — суммарная площадь горизонтальной проекции технологического оборудования и организационной оснастки, м 2 . Принимается по данным табл.4.3.;
Кп — коэффициент плотности расстановки оборудования принимается из табл. 4.6.
Окончательно принимаемая площадь должна быть уточнена по
размерам ; соответствующего цеха (участка) в «Типовых проектах организации труда на производственных участках автотранспортных
предприятий» [ .7 ].
Отступление от расчетной площади при проектировании или реконструкции любого производственного помещения допускается в -, пределах ± 20 % для помещений с площадью до 100 м 2 и ± 10 % для
помещений с площадью свыше ,100 м 2 . г
Компоновка технологического оборудования и оснастки на объекте проектирования должна учитывать схему технологического процесса и выполняться с учетом минимального передвижения рабочих в
процессе труда и соблюдения нормируемых расстояний между оборудованием в соответствии со СНиП 11-93-74 и ОНТП-01-91 [ 6 ] и
должна, быть представлена в графической части проекта на листе
формата А1 с учетом требований, изложенных в методических указаниях по оформлению пояснительной записки и графической части курсового проекта.
ТЕХНОЛОГИЧЕСКАЯ КАРТА
В данном разделе проекта в соответствии с индивидуальным заданием необходимо разработать технологический процесс технического обслуживания, диагностики или текущего ремонта автомобилей (агрегата), либо одну из операций по этим воздействиям:
Технологический процесс ТО, диагностики или ТР представляет собой совокупность операций по соответствующим воздействиям, которые выполняются в определенной последовательности с помощью различного инструмента, приспособлений и других средств механизации с соблюдением технических требований (технических условий).
Технологический процесс ТО и диагностики оформляется в виде операционно — технологической или постовой технологической карты.
Операционно -технологическая карта отражает последовательность операций видов ТО (диагностики) или отдельных видов работ по этим воздействиям по агрегату или системе автомобиля. В соответствии с требованиями [ 6 ] она выполняется на формах 1 и 1а МУ-200-РСФСР-12-0139-81 (см. Приложения 12,13).
Постовая технологическая карта отражает последовательность
операций ТО (диагностики) по агрегатам (агрегату) или системам
(системе), которые выполняются на одном из постов ТО (диагностики). В соответствии с требованиями [ 6 ] постовая технологическая карта выполняется на формах 2 или 2а
МУ-200-РСФСР-12-0139-81 (см. Приложение 13,14).
Технологический процесс ТР топливной аппаратуры, разборочно-сборочные, вулканизаторные, шинные, аккумуляторные, арматурно-кузовные, столярные, обойные работы ТР оформляются в виде маршрутной карты.
Маршрутная карта отражает последовательность операций по ремонту агрегата или механизма автомобиля в одном из подразделений ТР. В соответствии с требованиями ГОСТ 3.1105-84 маршрутная карта выполняется на форматах 1 или 1а (см. приложение 15,16).
Технологическая операция ТО, диагностики или ТР представляет собой совокупность переходов, которые выполняются в определенной последовательности с помощью различного инструмента и приспособлений с соблюдением технических требований (технических условий)
Технологические операции ТО, диагностики или ТР оформляются в виде операционных карт слесарных, слесарно-сборочных и электромонтажных работ по ГОСТ 3.1407-86, форма 1 или 1а (см. Приложения 17,18).
Для разработки технологических карт процессов и операций необходимо использовать специальную техническую литературу, в которой освещены вопросы типовой технологии выполнения ТО и ремонта подвижного состава автомобильного транспорта.
6. РАСЧЕТ УРОВНЯ МЕХАНИЗАЦИИ
ПРОИЗВОДСТВЕННЫХ ПРОЦЕССОВ В ПОДРАЗДЕЛЕНИЯХ ТО и ТР АТП
Уровень механизации производственных процессов ТО и ТР определяется двумя показателями:
— степенью охвата рабочих механизированным трудом;
— уровнем механизированного труда в общих трудозатратах.
Для расчета уровня механизации необходимы следующие исходные данные:
— количество основных и вспомогательных рабочих, занятых
ТО(ТР);
— перечень оборудования и инструмента, применяемого при
механизированном и механизированно-ручном способе выполнения работ;
— числовые значения коэффициентов механизации оборудования и механизированного инструмента.
Количество основных и вспомогательных рабочих, занятых в
ТО и ТР, определяется для действующих предприятий (подразделений) по плановой численности явочных рабочих с учетом всех смен работы, для проектируемых предприятий (подразделений) — по технологическому расчету.
Перечень оборудования и инструмента, которым оснащены производственные подразделения ТО (ТР), включает подъемно-транспортное, уборочно-моечное, смазочно-заправочное, диагностическое, шиномонтажное, кузнечно-прессовое, металло и деревообрабатывающее, разборочно-сборочное и другое технологическое оборудование, а также механизированный инструмент, приборы и аппаратуру, имеющую электрические, гидравлические, пневматические и
другие приводы.
Оборудование, приспособления и инструменту не имеющие
приводов, в этот перечень не включается.
Перечень оборудования и инструмента целесообразно свести в таблицу.
При заполнении этой таблицы следует иметь в виду следующие положения:
— в каждом из подразделений ТО (ТР) основные рабочие делятся на две группы: использующие механизированное оборудование и инструменты и не использующие его. Последние заносятся в строку «прочее не механизированное оборудование»;
— при организации технологического процесса ТО на специализированных постах заполнение таблицы следует проводить для каждого из постов. При выполнении ТО на универсальных постах следует использовать рекомендации, приведенные ниже для зоны ТР;
— для зоны ТР с универсальными постами, когда рабочие не закреплены за конкретным оборудованием, к механизированным инструментом, выделяется группа рабочих, не использующих оборудование и инструмент РР, а отнесение остальных рабочих к соответствующим группам производится по соотношению суммарного времени работы оборудования и механизированного инструмента к общей продолжительности работы рассматриваемой группы рабочих;
— для зоны ТР со специализированными постами заполнение
таблицы следует выполнять по каждому из постов раздельно ;
— заполнение графы 4 таблицы производится на действующем
предприятии на основе анализа фактического использования инструмента, в проектах — на основе средних значений коэффициентов «К» и «И».
При этом количество часов работы оборудования и инструмента
указывается общее за сутки.
Числовые значения коэффициентов механизации определяются для каждой единицы оборудования в перечне. Для оборудования, применяемого при механизированном способе выполнения работ, используется коэффициент механизации оборудования «К». Для оборудования, применяемого при механизированно-ручном способе, применяется коэффициент простейшей механизации «И».Примерные укрупненные числовые значения коэффициентов механизации «К» и «И» для наиболее распространенного оборудования в зависимости от типа и мощности АТП приведены в Приложениях 1 и 2 [ 14 ]. Принятые значения коэффициентов необходимо занести в таблицу 6.1. и использовать для расчета уровня механизации.
Следует иметь в виду, что при расчете уровня механизированного труда в общих трудозатратах, если одним рабочим используется два или несколько видов оборудования, расчетные коэффициенты механизации следует суммировать. При этом суммарный коэффициент «К» не может быть более единицы, а суммарный коэффициент «И» не более 0,3.
6.1. РАСЧЕТ СТЕПЕНИ ОХВАТА РАБОЧИХ
МЕХАНИЗИРОВАННЫМ ТРУДОМ
Общая степень охвата рабочих механизированным трудом в подразделении ТО (ТР) определяется по формуле :
где См — степень охвата рабочих механизированным трудом, %;
Смр — степень охвата рабочих механизированно-ручным трудом, %.
Степень охвата рабочих механизированным трудом определяется по формуле:

где Рм — количество рабочих во всех сменах в данном подразделении, выполняющих работу механизированным способом;
Рмр — количество рабочих во всех сменах, выполняющих работу механизированно-ручным способом;
Рр — количество рабочих во всех сменах, выполняющих работу вручную.
Степень охвата рабочих механизированно-ручным трудом определяется но формуле:

В последней формуле принятые обозначения аналогичны Принятым в формуле (6.2).
ПРИМЕР РАСЧЕТА ПЛОТНОСТИ ЛЮДСКОГО ПОТОКА НА УЧАСТКЕ ТУПИКОВОГО КОРИДОРА
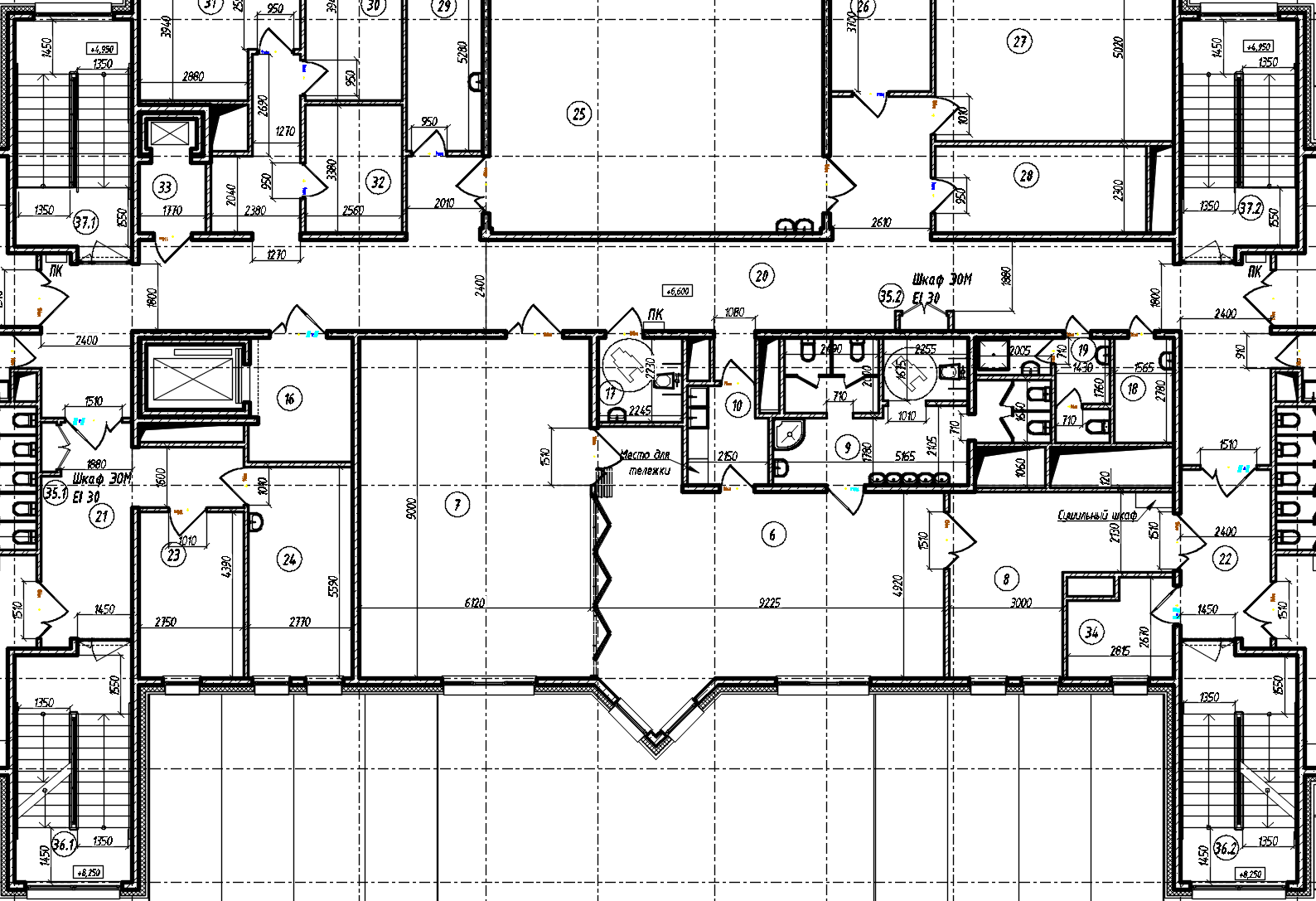
Замечание эксперта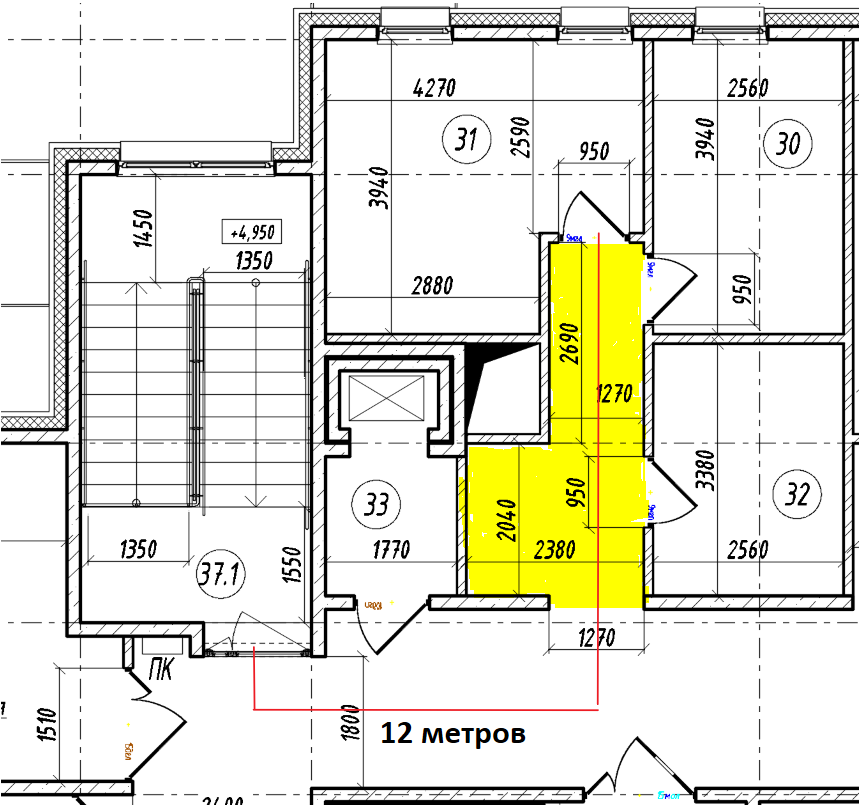 Расстояние по путям эвакуации от дверей наиболее удаленных помещений третьего этажа в осях К-М/4-5 до выхода в лестничную клетку не обосновано принято более 10 м (ст,8; ч.6, ст.15 № 384-ФЗ; ст.53 № 123-ФЗ; п.6.23* СП 118.13330.2012; п.5.2.23 СП 1.13130.2009).
Расстояние по путям эвакуации от дверей наиболее удаленных помещений третьего этажа в осях К-М/4-5 до выхода в лестничную клетку не обосновано принято более 10 м (ст,8; ч.6, ст.15 № 384-ФЗ; ст.53 № 123-ФЗ; п.6.23* СП 118.13330.2012; п.5.2.23 СП 1.13130.2009).
Ширина коридора в осях К-М/4-5 в свету составляет 1,27 м, а его длина составляет 5 м. Поток в коридоре формируется на участках от выходов из помещений №30, №31 и №32, до проема отделяющего его от поэтажного коридора (коридора расположенных между лестничными клетками или наружными выходами).
Плотность людского потока на участке его формирования в коридоре определяется как количество людей N, выходящих на него, к его площади. Количество людей для офисного помещения принимается из расчета 6 м.кв на 1 чел. (п.8.3.7 СП 1.13130) и по 1 чел. на технические помещения (по технологии), итого 5 чел.
Плотность людского потока (D1) на для тупикового участка коридора, м 2 /м 2 , вычисляют по формуле: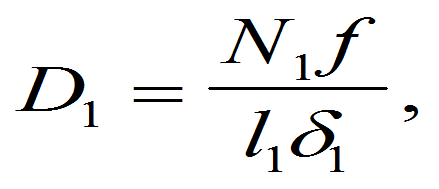 где N1 — число людей на участке, чел.;
где N1 — число людей на участке, чел.;
L – длина участка;
 — ширина участка;
— ширина участка;
S – площадь горизонтальной проекции человека в зимней одежде.

• f — средняя площадь горизонтальной проекции человека, принимаемая равной, м 2 /,
• взрослого в домашней одежде 0,1
• взрослого в зимней одежде 0,125
• подростка 0,07
Площадь горизонтальной проекции человека f, м 2 /чел. принимается в зависимости от состава людей в потоке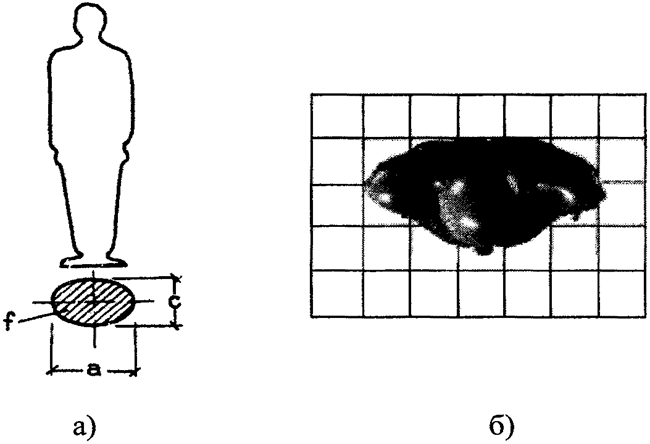
 Примечание.
Примечание.
Нет методики расчета для «смешанных» людских потоков.
При дверях, открывающихся из помещений в коридоры, ширина о коридора должна приниматься уменьшенной:
— на половину ширины дверного полотна — при одностороннем расположении дверей;
— на ширину дверного полотна — при двустороннем расположении дверей.
 Вывод:
Вывод:
В соответствии с табл. 6.4 п.6.23 СП 118.13330.2012 плотность людского потока составляет до 2 чел/м2, таким образом расстояние по путям эвакуации от дверей наиболее удаленных помещений (за исключением групповых) в здании ДОО должно быть не более 30 м.